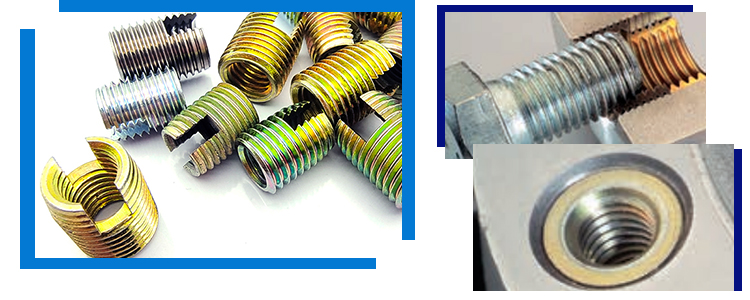
Вложка за самонарезна резба














Серия 302 Метрична инчова вложка за самонарезна резба За метали и пластмаси
Серия 302 метрична инчова вложка за самонарезна резба за метали и пластмаси
◆ Осигурява здрави вътрешни резби върху меки субстрати, за да поеме множество ремонти и нужди от разглобяване;
◆Може ефективно да ремонтира повредени вътрешни резби;
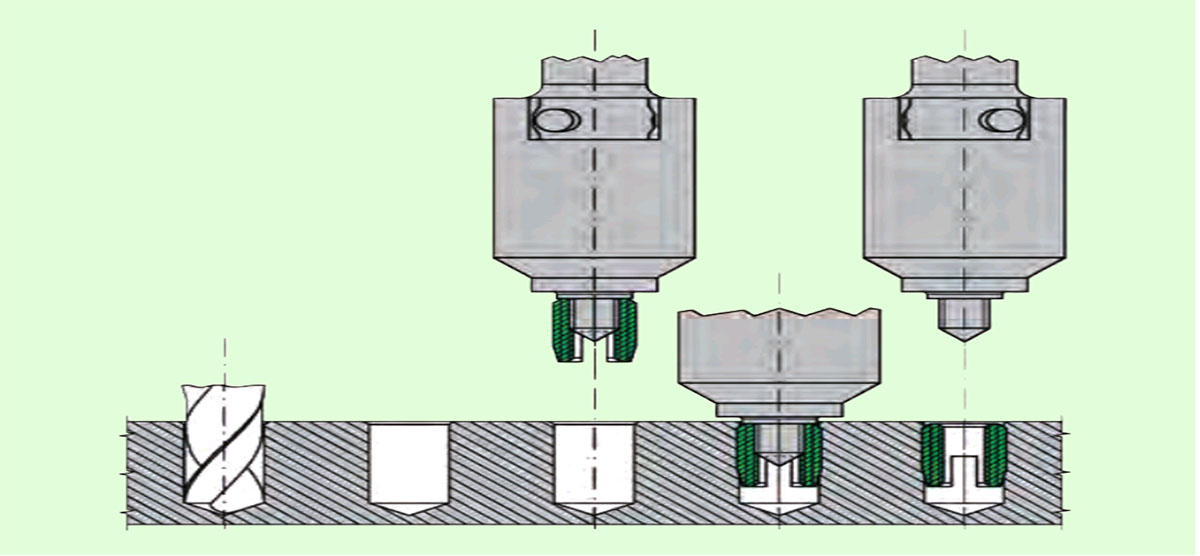
◆ Самонарезните втулки се използват след леене под налягане, леене под налягане или други производствени процеси, така че позволяват опростен продуктов микс и подобрени добиви;
◆Самонарезните втулки могат да издържат на големи натоварвания, така че могат да се използват по-малки вложки, което води до по-компактен дизайн на продукта.
Параметър за вмъкване на самонарезна резба серия 302
Име на продукта | Серия 302/303 Вложка за самонарезна резба |
Материал | Стомана Zn/SUS303/персонализирана |
Цвят на повърхността | Поцинкована/Естествен цвят |
Поцинковане: жълто/синьо/цветно | |
Тип резба | Metric, Inc UNC, UNF |
Номер на модела | M2-M24/Персонализирани |
функция | Монтаж, резбова връзка/закрепване/преустройство |
Тест за надеждност | Механични размери, тест за твърдост. тест за издръжливост на солен спрей |
Таблица с размери за самонарезни вложки с резба
Метричен размер Тип 302 Вложка за самонарезна резба | |||||
| Вътрешен резба | Външна резба
| Дължина | Ориентировъчни стойности за получаване диаметър на отвора | минимум дълбочина на сондажа за глухи отвори | |
А | И | П | Б | Л | T |
М2 | 4.5 | 0,5 | 6 | 4.2 до 4.3 | 8 |
M2.5 | 4.5 | 0,5 | 6 | 4.2 до 4.3 | 8 |
М3 | 5 | 0,5 | 6 | 4,7 до 4,8 | 8 |
M3.5 | 6 | 0,75 | 8 | 5,6 до 5,7 | 10 |
M4 | 6.5 | 0,75 | 8 | 6.1 до 6.2 | 10 |
M5 | 8 | 1 | 10 | 7,5 до 7,6 | 13 |
M6(a) | 9 | 1 | 12 | 8,5 до 8,6 | 15 |
M6 | 10 | 1.5 | 14 | 9.2 до 9.4 | 17 |
M8 | 12 | 1.5 | 15 | 11.2 до 11.4 | 18 |
M10 | 14 | 1.5 | 18 | 13.2 до 13.4 | двадесет и две |
M12 | 16 | 1.5 | двадесет и две | 15.2 до 15.4 | 26 |
M14 | 18 | 1.5 | двадесет и четири | 17.2 до 17.4 | 28 |
М16 | 20 | 1.5 | двадесет и две | 19.2 до 19.4 | 26 |
М18 | двадесет и две | 1.5 | двадесет и четири | 21.2 до 21.4 | 29 |
М20 | 26 | 1.5 | 27 | 25.2 до 25.4 | 32 |
М22 | 26 | 1.5 | 30 | 25.2 до 25.4 | 36 |
М24 | 30 | 1.5 | 30 | 29.2 до 29.4 | 36 |
M27 | 34 | 1.5 | 30 | 33.2 до 33.4 | 36 |
M30 | 36 | 1.5 | 40 | 35.2 до 35.4 | 46 |
Инчов размер Тип 302 Вложка за самонарезна резба | |||||
Вътрешна резба | Външна резба
| Дължина | минимум дълбочина на сондажа | ||
UNC | UNF | И | П | Б | T |
4-40 | 4-48 | 5 | 0,5 | 6 | 8 |
6-32 | 6-40 | 6 | 0,75 | 8 | 10 |
8-32 | 8-36 | 6.5 | 0,75 | 8 | 10 |
10-24 | 10-32 | 8 | 1 | 10 | 13 |
1/4-20 | 1/4-28 | 10 | 1.5 | 14 | 17 |
5/16-18 | 5/16-24 | 12 | 1.5 | 15 | 18 |
3/8-16 | 3/8-24 | 14 | 1.5 | 18 | двадесет и две |
7/16-14 | 7/16-20 | 16 | 1.5 | двадесет и две | 26 |
1/2-13 | 1/2-20 | 18 | 1.5 | двадесет и две | 28 |
5/8-11 | 5/8-18 | 20 | 1.5 | двадесет и две | 27 |
Стъпки за инсталиране на продукта
Ръчна инсталация:
Използвайте специалния инструмент за монтаж на вложка за резба. Вижте фигурата по-долу за конкретния метод на работа. Краят на инструмента на фигурата е четириъгълна глава, която може да бъде свързана с ръчен гаечен ключ.
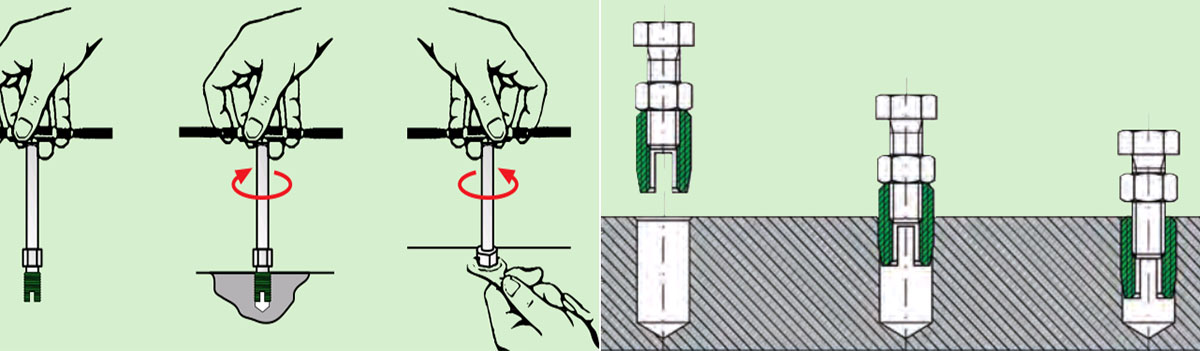
Електрическа инсталация
1. Позиционирайте детайла точно, така че сондажът и шпинделът на машината да лежат аксиално успоредни един на друг (не се накланяйте). Регулирайте машината до точната дълбочина на завинтване (приблизително 0,1 до 0,2 mm под повърхността на детайла).
2. Задействайте лоста за управление на машината. Когато започнете да завинтвате, външната втулка на ротационната маса на инструмента трябва да е на една линия с това, което се вижда на външните ограничителни щифтове, така че те да бъдат хванати по посока на часовниковата стрелка с -.
3. Добавете вложка за самонарезна резба към инструмента (прорез или режещ отвор според дъното) и 2 до 4 завъртания задръжте за дълго време.
4. Работният лост на машината продължете да работи и вземете инструмента със себе си Направете вложката за самонарезна резба към отвора, докато вложката за самонарезна резба влезе в отвора. По-нататъшното завъртане се извършва без задействане на подаването.
5. Включете реверса (в зависимост от типа и устройството се конструира автоматично с помощта на краен изключвател или дълбокомер). Избягвайте на всяка цена твърдото приземяване на инструмента върху детайла; иначе съществува
Риск от счупване на инструменти и вложка за самонарезна резба. В допълнение, плътното прилягане без хлабина на вложката за самонарезна резба се разрушава и силата на издърпване се намалява. Може да се наложи скоростта на завинтване да се регулира до необходимата скорост Времето за превключване може да се регулира.