Вложка за самонарезна резба













Серия 307 Самонарезна вложка за режеща резба с режещ отвор
337 серия вложки за самонарезни резби за глухи отвори
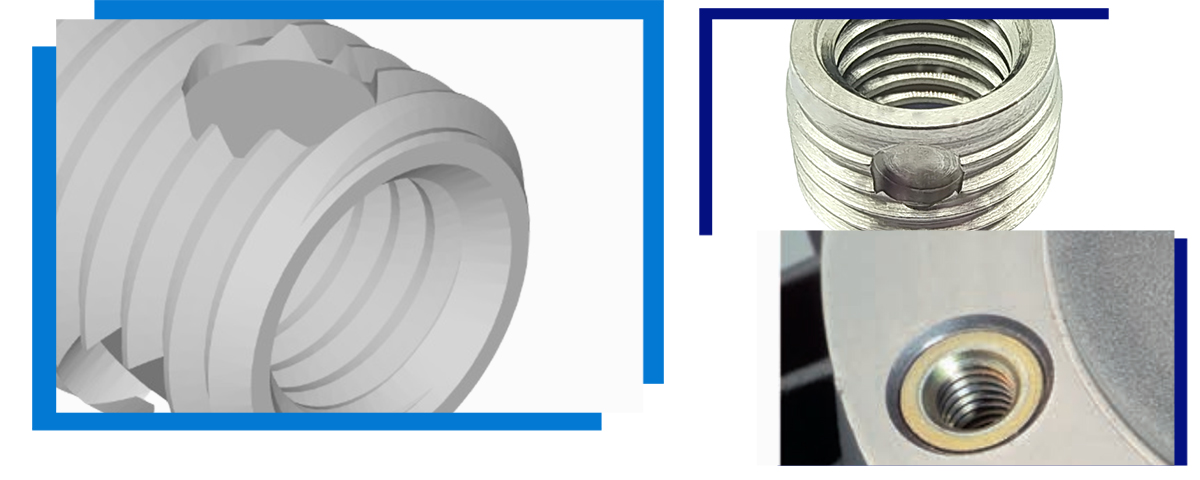
Серията 337/338 е специално проектирана за използване в ситуации, в които не е позволено рязане да падне в отвора, така че трите режещи отвора са глухи. За фланци кодовото име е 337/338H. При затворен долния край се използва код 357/358.
Характеристики на вложката за самонарезна резба:
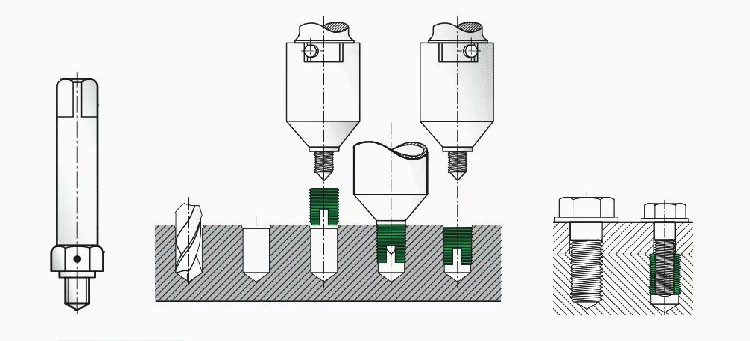
1. Вложката за самонарезна резба има възможност за самонарязване и автоматично отстраняване на стружките и не е необходимо основният материал да бъде предварително нарязан.
2. Вложката за самонарезна резба има голяма контактна повърхност с готовия продукт и може да издържи на силна сила на опън. В дизайна на продукта могат да се използват материали с ниска якост.
3. Вложката на самонарезния винт има възстановяващ ефект върху основната резба на счупения зъб и използването на вложка на самонарезен винт може да продължи да използва същия винт
4. Вложката за самонарезна резба има отлична херметичност и устойчивост на удар, което може да предотврати разхлабването и да подобри здравината на връзката с основния материал.
5. Инсталирането на вложката за самонарезна резба е лесно и бързо, изисква само един инструмент за сглобяване, с ниска цена и почти без процент на дефекти.
Характеристики на вложката за самонарезна резба
| Име на продукта | 337 серия Вложка за самонарезна резба |
| Материал | Стомана Zn/SUS303/персонализирана |
| Цвят на повърхността | Поцинкована/Естествен цвят |
| Поцинковане: жълто/синьо/цветно | |
| Тип резба | Metric, Inc UNC, UNF |
| Номер на модела | M3-M24/Персонализирани |
| функция | Монтаж, резбова връзка/закрепване/преустройство |
| Тест за надеждност | Механични размери, тест за твърдост. тест за издръжливост на солен спрей |
Таблица с размери за самонарезни вложки с резба от серия 337
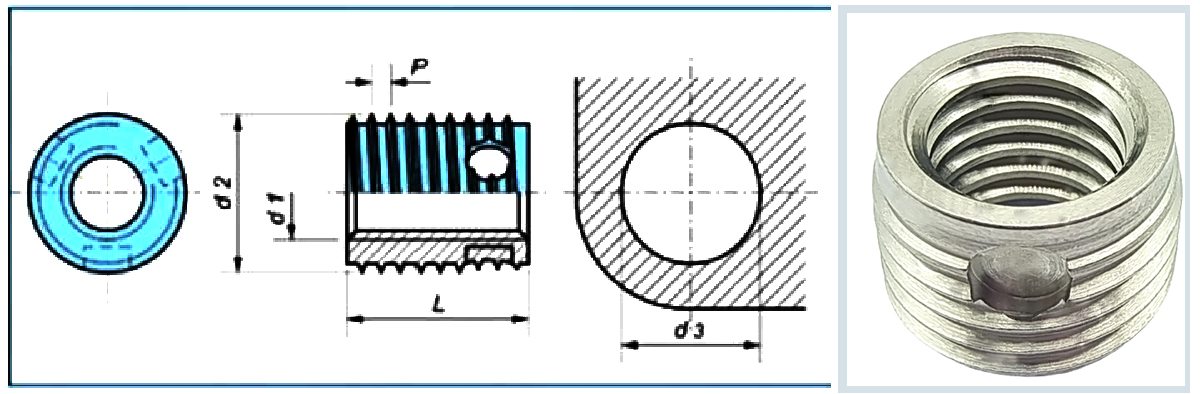
| Номер на модела | Метрика Нишка | Външен Нишка | Обща сума Дължина | ПРИБЛИЗИТЕЛЕН ДИАМЕТЪР НА ОТВОРА | Дълбочина на шахтата | |||
| d1 | d2 | П | Л | Лека сплав RM C. Желязо Пластмаса | Лека сплав RM C. Желязо Ръчна пластмаса | Лека сплав RM>350 C. Желязо >200HB Месинг | ||
| 3370030... | М3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7,6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | М 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | М 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13,3 | 13.3-13,5 | 13 |
| 3380100... | 18 | двадесет и две | ||||||
| 3370120... | М 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15,4 | 15 |
| 3380120... | двадесет и две | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | двадесет и четири | 28 | ||||||
| 3370160... | М 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Пример за намиране на номер на артикул:Самонарезна резбована вложка FH към Works Standard 302 1 с вътрешна резба A = M5 от цементирана, поцинкована и синьо пасивирана стомана: 307.000.050.110
Толерантност:ISO 2768-m
Тема:
Вътрешна резба A: съгласно ISO 6H
Външна резба E: според стандарта FH
Материали
| артикул № (четвърта група цифри)... ... ...110 | артикул № (четвърта група цифри)... ... ...110 |
| Цементирана стомана, поцинкована, никелирана, прозрачно пасивирана | артикул № (четвърта група цифри)... ... ...143 |
| Закалена стомана, поцинкована, жълто хромирана | артикул № (четвърта група цифри)... ... ...160
|
| Неръждаема стомана 14301 | артикул № (четвърта група цифри)... ... ...400 |
| Неръждаема стомана 14305 | артикул № (четвърта група цифри)... ... ...500 |
| Неръждаема стомана 14401 | артикул № (четвърта група цифри)... ... ...600 |
| От 3.7035 | артикул № (четвърта група цифри)... ... ...700 |
| Месинг
| артикул № (четвърта група цифри)... ... ...800
|
Стъпки за инсталиране на продукта
Ръчна инсталация:
Използвайте специалния инструмент за монтаж на вложка за резба. Вижте фигурата по-долу за конкретния метод на работа. Краят на инструмента на фигурата е четириъгълна глава, която може да бъде свързана с ръчен гаечен ключ.
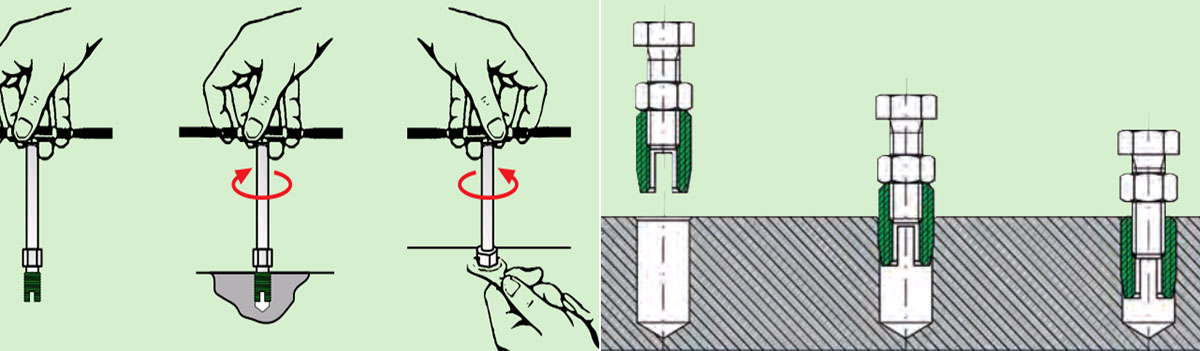
Електрическа инсталация:
1. Позиционирайте детайла точно, така че сондажът и шпинделът на машината да лежат аксиално успоредни един на друг (не се накланяйте). Регулирайте машината до точната дълбочина на завинтване (приблизително 0,1 до 0,2 mm под повърхността на детайла).
2. Задействайте лоста за управление на машината. Когато започнете да завинтвате, външната втулка на ротационната маса на инструмента трябва да е на една линия с това, което се вижда на външните ограничителни щифтове, така че те да бъдат хванати по посока на часовниковата стрелка с -.
3. Добавете вложка за самонарезна резба към инструмента (прорез или режещ отвор според дъното) и 2 до 4 завъртания задръжте за дълго време.
4. Работният лост на машината продължете да работи и вземете инструмента със себе си Направете вложката за самонарезна резба към отвора, докато вложката за самонарезна резба влезе в отвора. По-нататъшното завъртане се извършва без задействане на подаването.
5. Включете реверс (в зависимост от типа и устройството се конструира автоматично с помощта на краен изключвател или дълбокомер).
Избягвайте на всяка цена твърдото приземяване на инструмента върху детайла; в противен случай съществува риск от счупване на инструменти и вложка за самонарезна резба. В допълнение, плътното прилягане без хлабина на вложката за самонарезна резба се разрушава и силата на издърпване е намалена. Може да се наложи скоростта на завинтване да се регулира до необходимата скорост Времето за превключване може да се регулира.