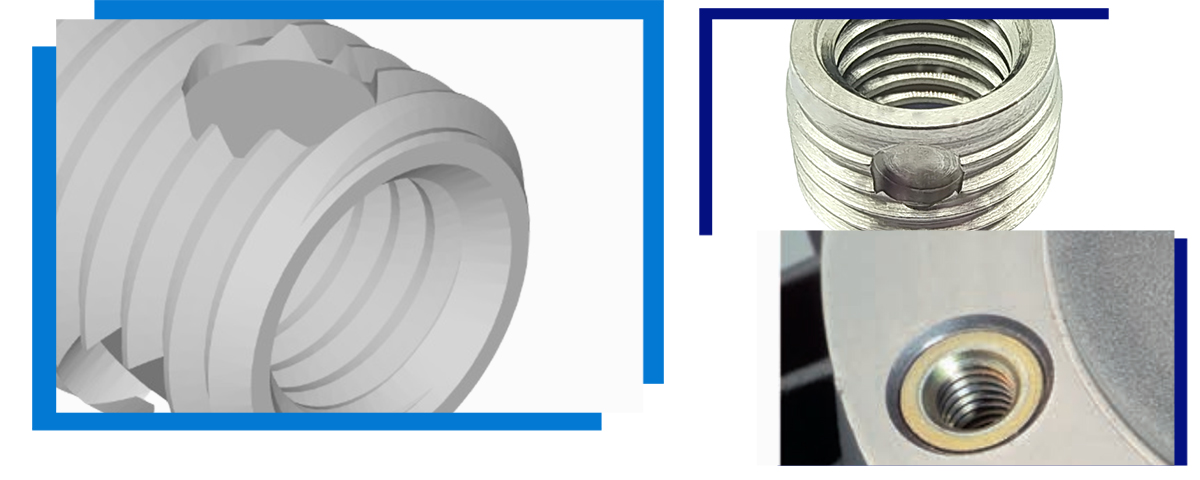
Samořezná závitová vložka













Řada 307 Samořezná řezná závitová vložka s řezným otvorem
Samořezné závitové vložky řady 337 pro slepé otvory
Řada 337/338 je speciálně navržena pro použití v situacích, kdy řezání nesmí spadnout do otvoru, takže tři řezné otvory jsou slepé otvory. Pro příruby je kódové označení 337/338H. Pokud je spodní konec uzavřen, použije se kód 357/358.
Vlastnosti samořezné závitové vložky:
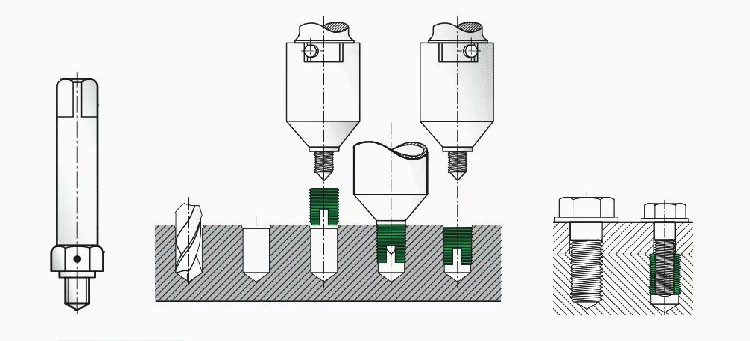
1. Samořezná závitová vložka má schopnost samořezání a automatického odstraňování třísek a základní materiál není třeba předřezávat.
2. Samořezná závitová vložka má velkou kontaktní plochu s hotovým výrobkem a odolá silné tahové síle. Nízkopevnostní materiály mohou být použity v designu produktu.
3. Vložka samořezného šroubu má opravný účinek na mateřský závit zlomeného zubu a při použití vložky samořezného šroubu s drážkou lze nadále používat stejný šroub
4. Samořezná závitová vložka má vynikající vzduchotěsnost a odolnost proti nárazům, což může zabránit uvolnění a zlepšit pevnost spojení se základním materiálem.
5. Instalace samořezné závitové vložky je jednoduchá a rychlá, vyžaduje pouze jeden montážní nástroj, s nízkou cenou a téměř bez chybovosti.
Vlastnosti samořezné závitové vložky
| Jméno výrobku | Samořezná závitová vložka řady 337 |
| Materiál | Ocel Zn/SUS303/Přizpůsobeno |
| Barva povrchu | Pozinkované/přírodní barva |
| Galvanizace: žlutá/modrá/barevná | |
| Typ závitu | Metrické, Inc. UNC, UNF |
| Modelové číslo | M3-M24/Vlastní |
| Funkce | Montáž, závitové připojení/upevnění/přestavba |
| Test spolehlivosti | Mechanické rozměry, zkouška tvrdosti. test odolnosti v solné mlze |
Tabulka rozměrů pro samořezné závitové vložky řady 337
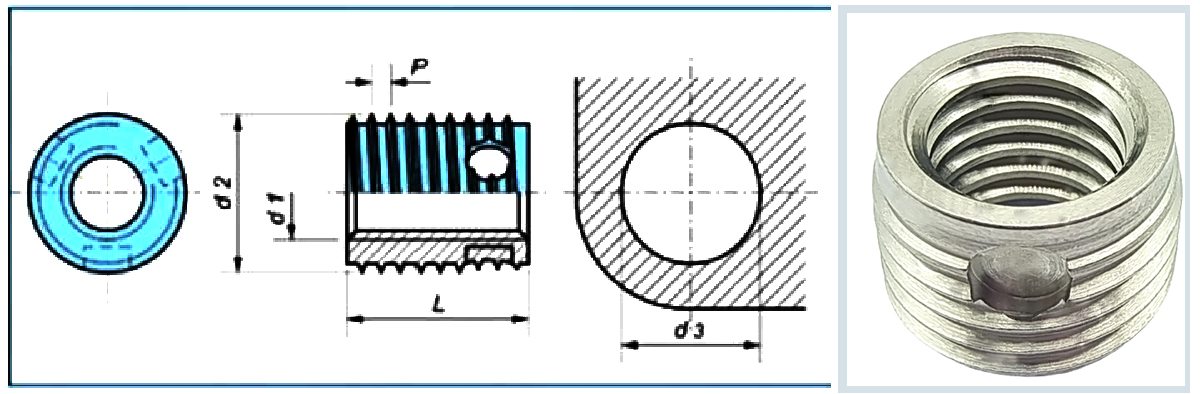
| Modelové číslo | Metrický Vlákno | Externí Vlákno | Celkový Délka | CCA PRŮMĚR OTVORU | Hloubka důlní díry | |||
| d1 | d2 | P | L | Lehká slitina RM C.Železo Plastický | Lehká slitina RM C.Železo Ruční plast | Lehká slitina RM>350 C. Železo >200 HB Mosaz | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7,6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | M 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | M 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13,3 | 13,3-13,5 | 13 |
| 3380100... | 18 | dvacet dva | ||||||
| 3370120... | M 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15,2-15,4 | 15 |
| 3380120... | dvacet dva | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | dvacet čtyři | 28 | ||||||
| 3370160... | M 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Příklad pro zjištění čísla artiklu:Samořezná závitová vložka FH podle Works Standard 302 1 s vnitřním závitem A = M5 z cementované, pozinkované a modře pasivované oceli: 307.000.050.110
Tolerance:ISO 2768-m
Vlákno:
Vnitřní závit A: dle ISO 6H
Vnější závit E: dle normy FH
Materiály
| článek č. (čtvrtá skupina číslic)... ... ...110 | článek č. (čtvrtá skupina číslic)... ... ...110 |
| Povrchově kalená ocel, pozinkováno, transparentně pasivováno | článek č. (čtvrtá skupina číslic)... ... ...143 |
| Povrchově kalená ocel, pozinkováno, žlutě chromátováno | článek č. (čtvrtá skupina číslic)... ... ...160
|
| Nerezová ocel 14301 | článek č. (čtvrtá skupina číslic)... ... ...400 |
| Nerezová ocel 14305 | článek č. (čtvrtá skupina číslic)... ... ...500 |
| Nerezová ocel 14401 | článek č. (čtvrtá skupina číslic)... ... ...600 |
| z 3,7035 | článek č. (čtvrtá skupina číslic)... ... ...700 |
| Mosaz
| článek č. (čtvrtá skupina číslic)... ... ...800
|
Kroky instalace produktu
Ruční instalace:
Použijte speciální nástroj pro instalaci závitové vložky. Konkrétní způsob ovládání naleznete na obrázku níže. Konec nástroje na obrázku je čtyřúhelníková hlava, kterou lze připojit pomocí ručního závitníku.
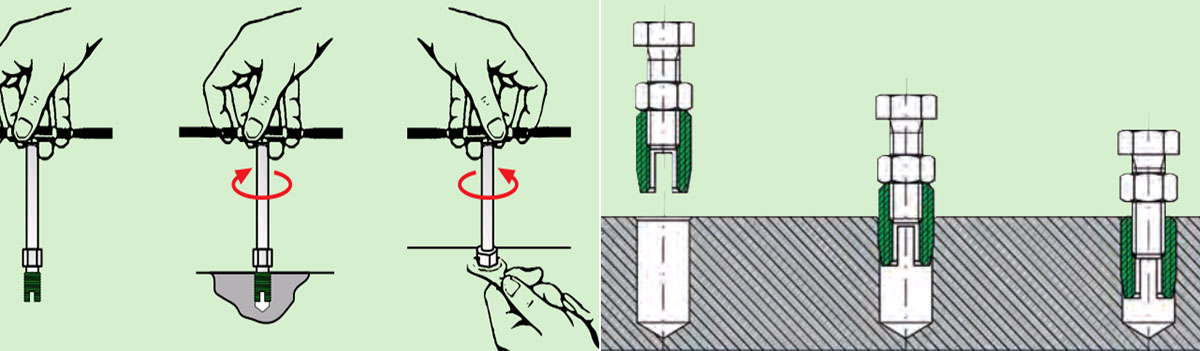
Elektrická instalace:
1. Umístěte obrobek přesně tak, aby vrtání a stroje - vřeteno axiálně paralelně k sobě ležely (nenaklánějte se). Seřiďte stroj na přesnou hloubku zašroubování (cca 0,1 až 0,2 mm pod povrchem obrobku).
2. Aktivujte ovládací páku stroje. Když začnete šroubovat, vnější pouzdro otočného stolu nástroje musí být v jedné linii s tím, co je vidět na vnějších dorazových kolících, aby se z nich ve směru hodinových ručiček vzalo -.
3. Přidejte do nástroje samořeznou závitovou vložku (štěrbina nebo řezný otvor podle dna) a 2 až 4 otáčky vydrží po dlouhou dobu.
4. Ovládací páka stroje pokračujte v chodu a vezměte si nástroj s sebou Veďte samořeznou závitovou vložku do otvoru, dokud se samořezná závitová vložka nedostane do vyvrtaného otvoru. Další soustružení probíhá bez ovládání posuvu.
5. Zapněte zpětný chod (podle typu a zařízení je konstruováno automaticky pomocí koncového spínače nebo hloubkoměru).
Za každou cenu se vyhněte tvrdému dopadu nástroje na obrobek; jinak existuje Riziko zlomení nástrojů a samořezné závitové vložky. Kromě toho je zničeno těsné usazení samořezné závitové vložky bez vůle a je snížena vytahovací síla. Rychlost šroubování může být nutné upravit na požadovanou rychlost Čas přepnutí lze upravit.