સ્વ-ટેપીંગ થ્રેડ દાખલ કરો













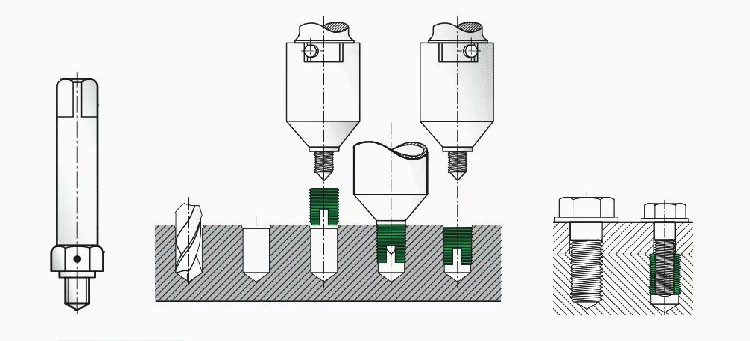
કટીંગ હોલ સાથે 307 સીરીઝ સેલ્ફ ટેપીંગ કટીંગ થ્રેડ ઇન્સર્ટ
અંધ છિદ્રો માટે 337 શ્રેણી સ્વ-ટેપીંગ થ્રેડ દાખલ કરે છે
337/338 શ્રેણી ખાસ કરીને એવી પરિસ્થિતિઓમાં ઉપયોગ માટે બનાવવામાં આવી છે જ્યાં કટીંગને છિદ્રમાં પડવાની મંજૂરી નથી, તેથી ત્રણ કટીંગ છિદ્રો અંધ છિદ્રો છે. ફ્લેંજ માટે કોડ નામ 337/338H છે. જો નીચેનો છેડો બંધ હોય, તો કોડ 357/358 નો ઉપયોગ થાય છે.
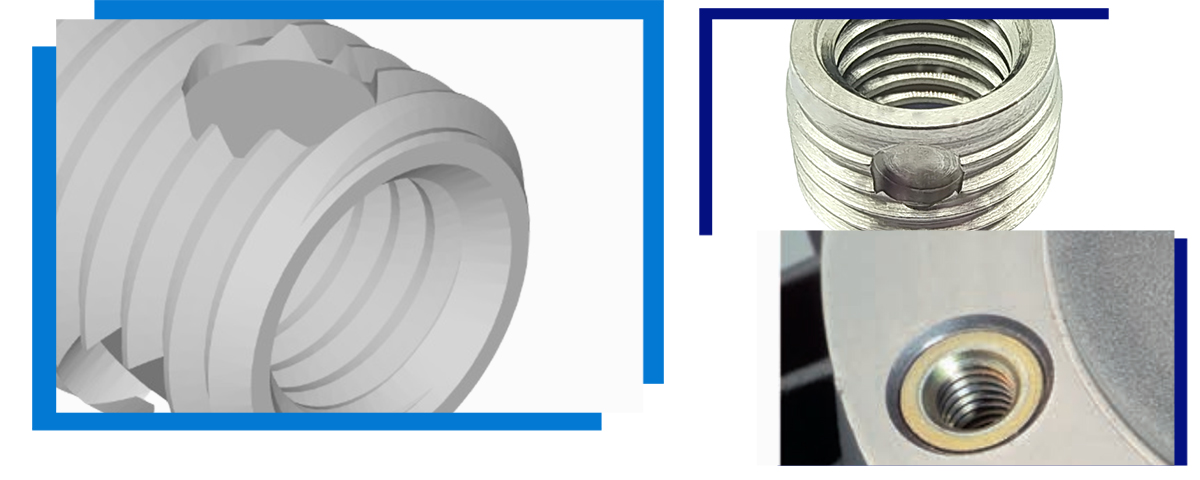
સ્વ-ટેપીંગ થ્રેડ દાખલ કરવાની સુવિધાઓ:
1. સેલ્ફ ટેપીંગ થ્રેડ ઇન્સર્ટમાં સેલ્ફ ટેપીંગ અને ઓટોમેટીક ચિપ રીમુવલની ક્ષમતા છે અને બેઝ મટીરીયલને પહેલાથી ટેપ કરવાની જરૂર નથી.
2. સ્વ-ટેપીંગ થ્રેડ ઇન્સર્ટમાં તૈયાર ઉત્પાદન સાથે મોટી સંપર્ક સપાટી છે અને તે મજબૂત તાણ બળનો સામનો કરી શકે છે. ઉત્પાદન ડિઝાઇનમાં ઓછી તાકાત સામગ્રીનો ઉપયોગ કરી શકાય છે.
3. સેલ્ફ ટેપીંગ સ્ક્રુ ઇન્સર્ટ તૂટેલા દાંતના મધર થ્રેડ પર રીપેરીંગ ઇફેક્ટ ધરાવે છે અને સ્લોટેડ સેલ્ફ ટેપીંગ સ્ક્રુ ઇન્સર્ટનો ઉપયોગ કરીને તે જ સ્ક્રુનો ઉપયોગ ચાલુ રાખી શકાય છે.
4. સેલ્ફ-ટેપીંગ થ્રેડ ઇન્સર્ટમાં ઉત્તમ હવાચુસ્તતા અને આંચકો પ્રતિકાર છે, જે ઢીલું પડતું અટકાવી શકે છે અને આધાર સામગ્રી સાથે કનેક્શનની મજબૂતાઈને સુધારી શકે છે.
5. સેલ્ફ ટેપીંગ થ્રેડ ઇન્સર્ટ ઇન્સ્ટોલેશન સરળ અને ઝડપી છે, જેમાં માત્ર એક એસેમ્બલી ટૂલની જરૂર છે, જેમાં ઓછી કિંમત અને લગભગ કોઈ ખામી દર નથી.
સ્વ-ટેપીંગ થ્રેડ દાખલ કરવાની સુવિધાઓ
| ઉત્પાદન નામ | 337 શ્રેણી સ્વ-ટેપીંગ થ્રેડ દાખલ કરો |
| સામગ્રી | સ્ટીલ Zn/SUS303/કસ્ટમાઇઝ્ડ |
| સપાટીનો રંગ | ગેલ્વેનાઈઝ્ડ/કુદરતી રંગ |
| ગેલ્વેનાઇઝિંગ: પીળો/વાદળી/રંગીન | |
| થ્રેડ પ્રકાર | મેટ્રિક, Inc UNC, UNF |
| મોડલ નંબર | M3-M24/કસ્ટમાઇઝ્ડ |
| કાર્ય | એસેમ્બલી, થ્રેડેડ કનેક્શન/ફાસ્ટનિંગ/રૂપાંતરણ |
| વિશ્વસનીયતા પરીક્ષણ | યાંત્રિક પરિમાણો, કઠિનતા પરીક્ષણ. મીઠું સ્પ્રે સહનશક્તિ પરીક્ષણ |
337 શ્રેણીના સ્વ-ટેપીંગ થ્રેડેડ ઇન્સર્ટ્સ માટે પરિમાણોનું કોષ્ટક
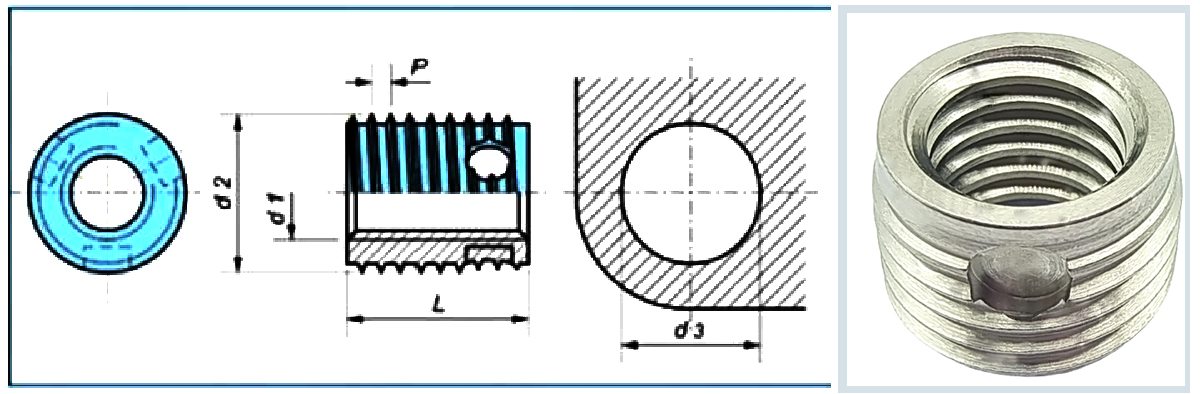
| મોડલ નંબર | મેટ્રિક થ્રેડ | બાહ્ય થ્રેડ | કુલ લંબાઈ | આશરે છિદ્ર વ્યાસ | ખાણ છિદ્ર ઊંડાઈ | |||
| d1 | d2 | પી | એલ | લાઇટ એલોય RM C. આયર્ન પ્લાસ્ટિક | લાઇટ એલોય RM સી. આયર્ન હેન્ડ પ્લાસ્ટિક | લાઇટ એલોય RM>350 સી. આયર્ન > 200HB પિત્તળ | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7.6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | એમ 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | એમ 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13.3 | 13.3-13,5 | 13 |
| 3380100... | 18 | બાવીસ | ||||||
| 3370120... | એમ 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15,4 | 15 |
| 3380120... | બાવીસ | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | ચોવીસ | 28 | ||||||
| 3370160... | એમ 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
લેખ નંબર શોધવા માટેનું ઉદાહરણ:સેલ્ફ-ટેપીંગ થ્રેડેડ ઇન્સર્ટ એફએચ ટુ વર્ક્સ સ્ટાન્ડર્ડ 302 1 સાથે આંતરિક થ્રેડ A = M5 કેસ-કઠણ, ઝીંક પ્લેટેડ અને બ્લુ પેસિવેટેડ સ્ટીલથી બનેલું : 307.000.050.110
સહનશીલતા:ISO 2768-m
થ્રેડ:
આંતરિક થ્રેડ A: ISO 6H મુજબ
બાહ્ય થ્રેડ E: FH ધોરણ મુજબ
સામગ્રી
| કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...110 | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...110 |
| કેસ-કઠણ સ્ટીલ, ઝિંક-નિકલ પ્લેટેડ, પારદર્શક પેસિવેટેડ | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...143 |
| કેસ-કઠણ સ્ટીલ, ઝીંક પ્લેટેડ, પીળો ક્રોમેટેડ | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...160
|
| સ્ટેનલેસ સ્ટીલ 14301 | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...400 |
| સ્ટેનલેસ સ્ટીલ 14305 | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...500 |
| સ્ટેનલેસ સ્ટીલ 14401 | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...600 |
| 3.7035 ની છે | કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...700 |
| પિત્તળ
| કલમ નં. (અંકોનો ચોથો જૂથ)... ... ...800
|
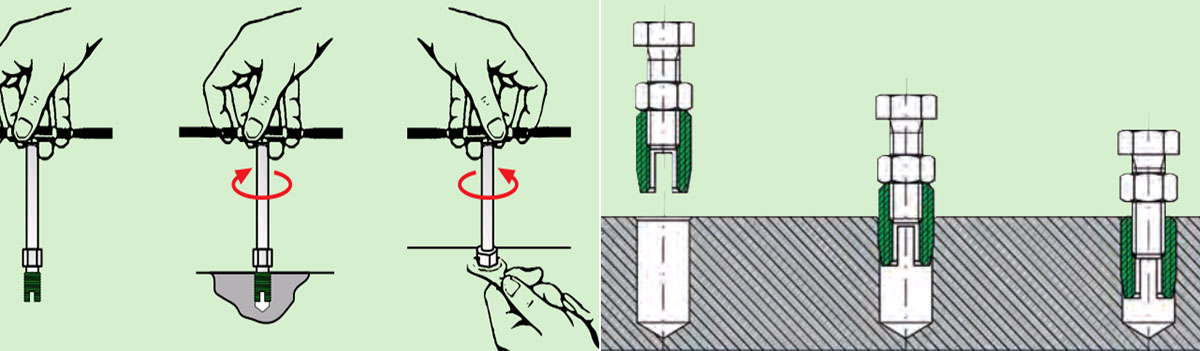
ઉત્પાદન સ્થાપન પગલાં
મેન્યુઅલ ઇન્સ્ટોલેશન:
વિશિષ્ટ થ્રેડ ઇન્સર્ટ ઇન્સ્ટોલેશન ટૂલનો ઉપયોગ કરો. ચોક્કસ ઓપરેશન પદ્ધતિ માટે નીચેની આકૃતિનો સંદર્ભ લો. આકૃતિમાં ટૂલનો છેડો એક ચતુષ્કોણ હેડ છે જેને મેન્યુઅલ ટેપીંગ રેન્ચ સાથે જોડી શકાય છે.
ઇલેક્ટ્રિક ઇન્સ્ટોલેશન:
1. વર્કપીસને બરાબર સ્થિત કરો, જેથી ડ્રિલિંગ અને મશીનો -સ્પિન્ડલ અક્ષીય રીતે એકબીજા સાથે સમાંતર હોય (નમતું ન રહે). મશીન ચોક્કસ સ્ક્રૂની ઊંડાઈને સમાયોજિત કરે (વર્કપીસની સપાટી હેઠળ આશરે 0.1 થી 0.2 મીમી).
2. મશીન ઓપરેટિંગ લીવર એક્ટ્યુએટ. જ્યારે તમે સ્ક્રૂ કરવાનું શરૂ કરો છો, ત્યારે ટૂલની રોટા ટેબલની બહારની સ્લીવ એ બહારની સ્ટોપ પિન પર જે દેખાય છે તેની સાથે સુસંગત હોવી જોઈએ જેથી આમાંથી ઘડિયાળની દિશામાં -સાથે લેવામાં આવે.
3. ટૂલમાં સેલ્ફ-ટેપીંગ થ્રેડ ઇન્સર્ટ ઉમેરો (તળિયાના હિસાબે સ્લોટ અથવા કટીંગ હોલ) અને 2 થી 4 વળાંક લાંબા સમય સુધી પકડી રાખો.
4. મશીન ઓપરેટિંગ લીવર ઓપરેટ કરવાનું ચાલુ રાખો અને ટૂલને તમારી સાથે લઈ જાઓ જ્યાં સુધી સેલ્ફ ટેપીંગ થ્રેડ ઇન્સર્ટ બોરહોલમાં ન આવે ત્યાં સુધી સેલ્ફ ટેપીંગ થ્રેડ ઇન્સર્ટ કરવા માટે માર્ગદર્શન આપો. આગળનું વળાંક ફીડ એક્ટ્યુએશન વગર થાય છે.
5. રિવર્સ પર સ્વિચ કરો (ટાઈપ અને ડિવાઈસ પર આધાર રાખીને લિમિટ સ્વીચ અથવા ડેપ્થ ફાઈન્ડરનો ઉપયોગ કરીને આ આપમેળે બનાવવામાં આવે છે).
વર્કપીસ પર ટૂલનું સખત ઉતરાણ કોઈપણ કિંમતે ટાળો; અન્યથા ટૂલ્સ અને સેલ્ફ ટેપીંગ થ્રેડ ઇન્સર્ટ માટે તૂટવાનું જોખમ અસ્તિત્વમાં છે. વધુમાં, સેલ્ફ ટેપીંગ થ્રેડ ઇન્સર્ટનો પ્લે-ફ્રી ટાઇટ ફીટ નાશ પામે છે અને પુલ-આઉટ સ્ટ્રેન્થ ઘટી જાય છે. સ્ક્રૂઇંગ સ્પીડને જરૂરી સ્પીડમાં એડજસ્ટ કરવાની જરૂર પડી શકે છે સ્વિચઓવર ટાઇમ એડજસ્ટ કરી શકાય છે.