सेल्फ टैपिंग थ्रेड इंसर्ट











कटिंग होल के साथ 307 सीरीज सेल्फ टैपिंग कटिंग थ्रेड इन्सर्ट
304 स्टेनलेस स्टील थ्रेड रिपेयर वायर थ्रेड इंसर्ट
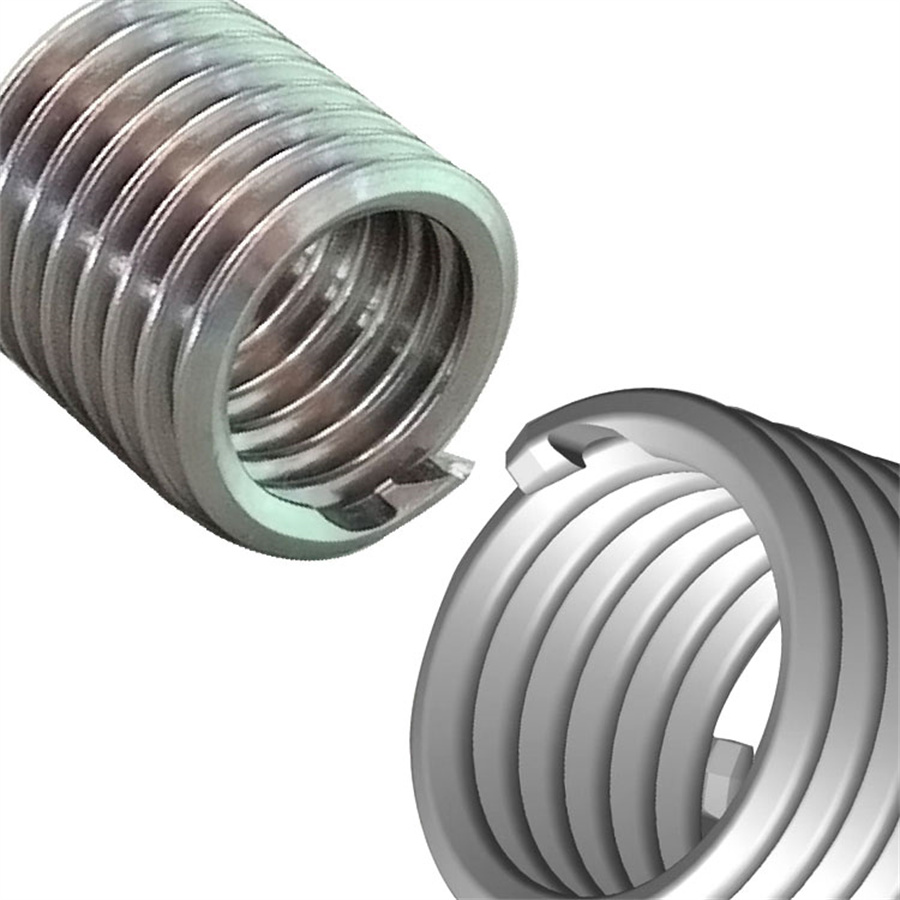
सेल्फ टैपिंग थ्रेड इंसर्ट, जिसे एनसैट थ्रेड इंसर्ट के रूप में भी जाना जाता है, एक नए प्रकार का फास्टनर है जो थ्रेड की ताकत को बढ़ाता है। सेल्फ टैपिंग थ्रेड इंसर्ट में अंदर और बाहर दोनों तरफ दांतों के पैटर्न होते हैं। सेल्फ टैपिंग थ्रेड इंसर्ट प्लास्टिक, एल्यूमीनियम मिश्र धातु, कच्चा लोहा, तांबा आदि जैसे नरम सामग्रियों में एम्बेडेड होता है, जो उच्च शक्ति वाले आंतरिक थ्रेडेड छेद बना सकता है। सेल्फ टैपिंग थ्रेड इंसर्ट क्षतिग्रस्त आंतरिक थ्रेड्स की भी मरम्मत कर सकता है।
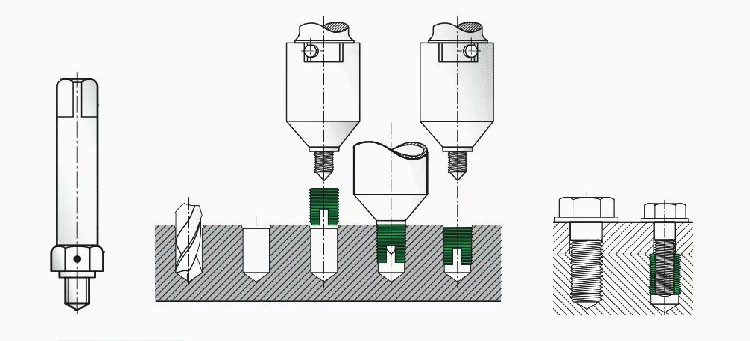
307 श्रृंखला सेल्फ-टैपिंग इंसर्ट सेल्फ-टैपिंग इंसर्ट की संरचनाओं में से एक है, इस संरचना में तीन चिप निष्कर्षण छेद हैं, इसलिए इसे 3-होल सेल्फ-टैपिंग इंसर्ट के रूप में भी जाना जाता है।

सेल्फ टैपिंग स्क्रू डालने की विशेषताएं
1. सेल्फ टैपिंग थ्रेड इंसर्ट में सेल्फ टैपिंग और स्वचालित चिप हटाने की क्षमता होती है, और आधार सामग्री को पहले से टैप करने की आवश्यकता नहीं होती है।
2. सेल्फ टैपिंग थ्रेड इंसर्ट में तैयार उत्पाद के साथ एक बड़ी संपर्क सतह होती है और यह मजबूत तन्य बल का सामना कर सकता है। उत्पाद डिज़ाइन में कम ताकत वाली सामग्री का उपयोग किया जा सकता है।
3. सेल्फ टैपिंग स्क्रू इंसर्ट का टूटे हुए दांत के मदर थ्रेड पर मरम्मत प्रभाव पड़ता है, और स्लॉटेड सेल्फ टैपिंग स्क्रू इंसर्ट का उपयोग करके उसी स्क्रू का उपयोग जारी रखा जा सकता है
4. सेल्फ टैपिंग थ्रेड इंसर्ट में उत्कृष्ट एयरटाइटनेस और शॉक प्रतिरोध है, जो आधार सामग्री के साथ कनेक्शन की ताकत को ढीला होने से रोक सकता है और सुधार सकता है।
5. सेल्फ टैपिंग थ्रेड इंसर्ट इंस्टॉलेशन सरल और तेज़ है, इसके लिए केवल एक असेंबली टूल की आवश्यकता होती है, कम लागत और लगभग कोई दोष दर नहीं।
307 सीरीज सेल्फ टैपिंग थ्रेड इंसर्ट पैरामीटर
प्रोडक्ट का नाम | 307 सीरीज सेल्फ टैपिंग थ्रेड इंसर्ट |
सामग्री | स्टील Zn/SUS303/अनुकूलित |
सतह का रंग | जस्ती/प्राकृतिक रंग |
गैल्वनाइजिंग: पीला/नीला/रंगीन | |
धागे का प्रकार | मेट्रिक, इंक यूएनसी, यूएनएफ |
मॉडल संख्या | एम2-एम24/अनुकूलित |
समारोह | असेंबली, थ्रेडेड कनेक्शन/बन्धन/रूपांतरण |
विश्वसनीयता परीक्षण | यांत्रिक आयाम, कठोरता परीक्षण। नमक स्प्रे सहनशक्ति परीक्षण |
स्व-टैपिंग थ्रेडेड आवेषण के लिए आयामों की तालिका
मीट्रिक आकार प्रकार 307 स्व-टैपिंग थ्रेडेड आवेषण | |||||
| आंतरिक धागा | बाह्य कड़ी
| लंबाई | दिशानिर्देश मान प्राप्त करने के लिए छेद व्यास | न्यूनतम बोरहोल की गहराई अंधे छिद्रों के लिए | |
ए | और | पी | बी | एल | टी |
एम 3 | 5 | 0.5 | 4 | 4.7 को 4.8 | 6 |
एम3.5 | 6 | 0.5 | 5 | 5.6 से 5.7 | 7 |
एम 4 | 6.5 | 0.75 | 6 | 6.1 से 6.2 | 8 |
एम5 | 8 | 0.6 | 7 | 7.6 से 7.7 | 9 |
एम6 | 10 | 0.8 | 8 | 9.5 से 9.6 | 10 |
एम8 | 12 | 0.8 | 9 | 11.3 से 11.5 | 11 |
एम10 | 14 | 1 | 10 | 13.3 से 13.5 | 13 |
एम12 | 16 | 1.25 | 12 | 15.2 से 15.4 | 15 |
एम14 | 18 | 1.5 | 14 | 17.2 से 17.4 | 17 |
एम16 | 20 | 1.5 | 14 | 19.2 से 19.4 | 17 |
एम18 | बाईस | 1.75 | 18 | 21.2 से 21.4 | इक्कीस |
इंच आकार प्रकार 307 स्व-टैपिंग थ्रेडेड आवेषण | ||||
| आंतरिक धागा | बाह्य कड़ी
| लंबाई | न्यूनतम बोरहोल की गहराई | |
ए | और | पी | बी | टी |
एम3 | 5 | 0.6 | 4 | 6 |
एम3.5 | 6 | 0.8 | 5 | 7 |
एम 4 | 6.5 | 0.8 | 6 | 8 |
एम5 | 8 | 1 | 7 | 9 |
एम6 | 10 | 1.25 | 8 | 10 |
एम8 | 12 | 1.5 | 9 | 11 |
एम10 | 14 | 1.5 | 10 | 13 |
एम12 | 16 | 1.75 | 12 | 15 |
एम14 | 18 | 2 | 14 | 17 |
एम16 | 20 | 2 | 14 | 17 |
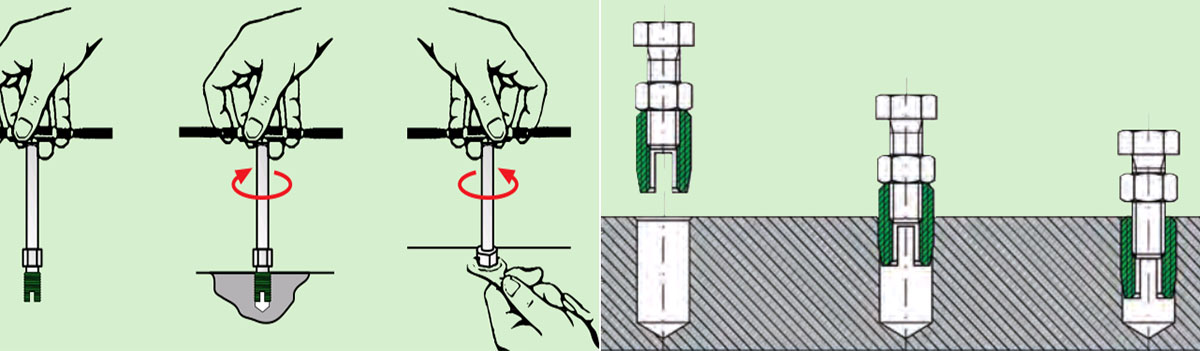
उत्पाद स्थापना चरण
मैन्युअल स्थापना:
विशेष थ्रेड इंसर्ट इंस्टॉलेशन टूल का उपयोग करें। विशिष्ट संचालन विधि के लिए नीचे दिए गए चित्र को देखें। चित्र में उपकरण का अंत एक चतुर्भुज सिर है जिसे मैन्युअल टैपिंग रिंच से जोड़ा जा सकता है।
विद्युत स्थापना:
1. वर्कपीस को बिल्कुल सही स्थिति में रखें, ताकि ड्रिलिंग और मशीनें-स्पिंडल एक-दूसरे के समानांतर अक्षीय रूप से झूठ बोलें (झुकाएं नहीं)। मशीन को सटीक स्क्रूइंग गहराई पर समायोजित करें (वर्कपीस की सतह के नीचे लगभग 0.1 से 0.2 मिमी)।
2. मशीन ऑपरेटिंग लीवर सक्रिय। जब आप पेंच लगाना शुरू करते हैं, तो उपकरण की रोटा टेबल बाहरी आस्तीन बाहरी स्टॉप पिन पर दिखाई देने वाली रेखा के अनुरूप होनी चाहिए ताकि वे इन्हें दक्षिणावर्त दिशा में ले जाएं।
3. टूल में सेल्फ टैपिंग थ्रेड डालें (नीचे के अनुसार स्लॉट या कटिंग होल) और 2 से 4 मोड़ लंबे समय तक पकड़ें।
4. मशीन ऑपरेटिंग लीवर काम करना जारी रखता है और टूल को अपने साथ ले जाता है। छेद में सेल्फ टैपिंग थ्रेड डालने का मार्गदर्शन करें जब तक कि सेल्फ टैपिंग थ्रेड इंसर्ट बोरहोल में कट न जाए। आगे की टर्निंग बिना फीड एक्चुएशन के होती है।
5. रिवर्स पर स्विच करें (प्रकार और डिवाइस के आधार पर इसे सीमा स्विच या गहराई खोजक का उपयोग करके स्वचालित रूप से बनाया जाता है)। वर्कपीस पर उपकरण की हार्ड लैंडिंग को हर कीमत पर टालें; अन्यथा मौजूद है
टूल्स और सेल्फ टैपिंग थ्रेड इंसर्ट के टूटने का खतरा। इसके अलावा, सेल्फ टैपिंग थ्रेड इंसर्ट का प्ले-फ्री टाइट फिट नष्ट हो जाता है और पुल-आउट ताकत कम हो जाती है। पेंच लगाने की गति को आवश्यक गति के अनुसार समायोजित करने की आवश्यकता हो सकती है, स्विचओवर समय को समायोजित किया जा सकता है।