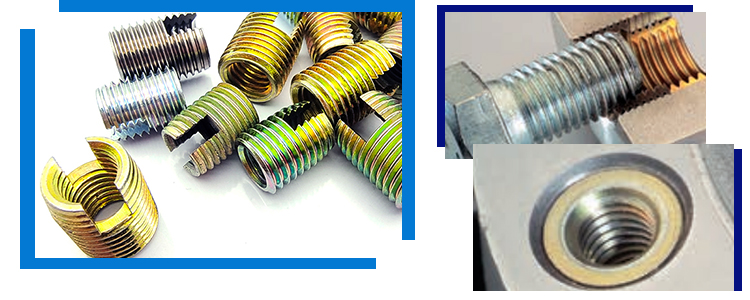
Sjálfdrepandi þráðarinnlegg














302 röð metrísk tommu Sjálftappandi þráður fyrir málma og plast
302 röð metrísk tommu Sjálftappandi þráður fyrir málma og plast Eiginleiki
◆ Veitir sterkan kvenþráð á mjúku undirlagi til að mæta mörgum þörfum við viðgerðir og sundurtöku;
◆ Getur í raun gert við skemmda innri þræði;
◆Sjálfstýrandi ermar eru notaðar eftir steypu, sprautumótun eða önnur framleiðsluferli, þannig að þær gera kleift að einfalda vörublöndu og bæta afrakstur;
◆Sjálfstakandi bushings þola mikið álag, þannig að hægt er að nota smærri innlegg, sem leiðir af sér fyrirferðarmeiri vöruhönnun.
302 röð Sjálfsnyrjandi þráðinnsetningarfæribreyta
Vöru Nafn | 302/303 röð Sjálfsnyrjandi tvinnainnskot |
Efni | Stál Zn/SUS303/Sérsniðin |
Yfirborðslitur | Galvaniseraður/Náttúrulegur litur |
Galvaniserun: gult/blátt/litað | |
Tegund þráðar | Metric, Inc UNC, UNF |
Gerðarnúmer | M2-M24/Sérsniðin |
Virka | Samsetning, snittari/festing/breyting |
Áreiðanleikapróf | Vélrænar stærðir, hörkupróf. saltúðaþolpróf |
Máltöflur fyrir sjálfborandi snittari
Metrísk stærð Tegund 302 sjálfsnyrtingarþráður | |||||
| Innri þráður | Ytri þráður
| Lengd | Viðmiðunargildi fyrir að taka á móti gat þvermál | Lágmark borholudýpt fyrir blindhol | |
A | OG | P | B | L | T |
M2 | 4.5 | 0,5 | 6 | 4.2 til 4.3 | 8 |
M2.5 | 4.5 | 0,5 | 6 | 4.2 til 4.3 | 8 |
M3 | 5 | 0,5 | 6 | 4,7 til 4,8 | 8 |
M3.5 | 6 | 0,75 | 8 | 5,6 til 5,7 | 10 |
M4 | 6.5 | 0,75 | 8 | 6.1 til 6.2 | 10 |
M5 | 8 | 1 | 10 | 7,5 til 7,6 | 13 |
M6(a) | 9 | 1 | 12 | 8,5 til 8,6 | 15 |
M6 | 10 | 1.5 | 14 | 9.2 til 9.4 | 17 |
M8 | 12 | 1.5 | 15 | 11.2 til 11.4 | 18 |
M10 | 14 | 1.5 | 18 | 13.2 til 13.4 | tuttugu og tveir |
M12 | 16 | 1.5 | tuttugu og tveir | 15.2 til 15.4 | 26 |
M14 | 18 | 1.5 | tuttugu og fjórir | 17.2 til 17.4 | 28 |
M16 | 20 | 1.5 | tuttugu og tveir | 19.2 til 19.4 | 26 |
M18 | tuttugu og tveir | 1.5 | tuttugu og fjórir | 21.2 til 21.4 | 29 |
M20 | 26 | 1.5 | 27 | 25,2 til 25,4 | 32 |
M22 | 26 | 1.5 | 30 | 25,2 til 25,4 | 36 |
M24 | 30 | 1.5 | 30 | 29.2 til 29.4 | 36 |
M27 | 34 | 1.5 | 30 | 33,2 til 33,4 | 36 |
M30 | 36 | 1.5 | 40 | 35,2 til 35,4 | 46 |
Tommu stærð Tegund 302 sjálfsnyrtingarþráður | |||||
Innri þráður | Ytri þráður
| Lengd | Lágmark borholudýpt | ||
UNC | UNF | OG | P | B | T |
4-40 | 4-48 | 5 | 0,5 | 6 | 8 |
6-32 | 6-40 | 6 | 0,75 | 8 | 10 |
8-32 | 8-36 | 6.5 | 0,75 | 8 | 10 |
10-24 | 10-32 | 8 | 1 | 10 | 13 |
1/4-20 | 1/4-28 | 10 | 1.5 | 14 | 17 |
16/5-18 | 16/5-24 | 12 | 1.5 | 15 | 18 |
3/8-16 | 3/8-24 | 14 | 1.5 | 18 | tuttugu og tveir |
16/7-14 | 16/7-20 | 16 | 1.5 | tuttugu og tveir | 26 |
1/2-13 | 1/2-20 | 18 | 1.5 | tuttugu og tveir | 28 |
5/8-11 | 5/8-18 | 20 | 1.5 | tuttugu og tveir | 27 |
Uppsetningarskref fyrir vöru
Handvirk uppsetning:
Notaðu sérstaka uppsetningartólið fyrir þræði. Sjá myndina hér að neðan fyrir tiltekna aðgerðaaðferð. Endi tólsins á myndinni er ferhyrndur höfuð sem hægt er að tengja með handvirkum skrúflykil.
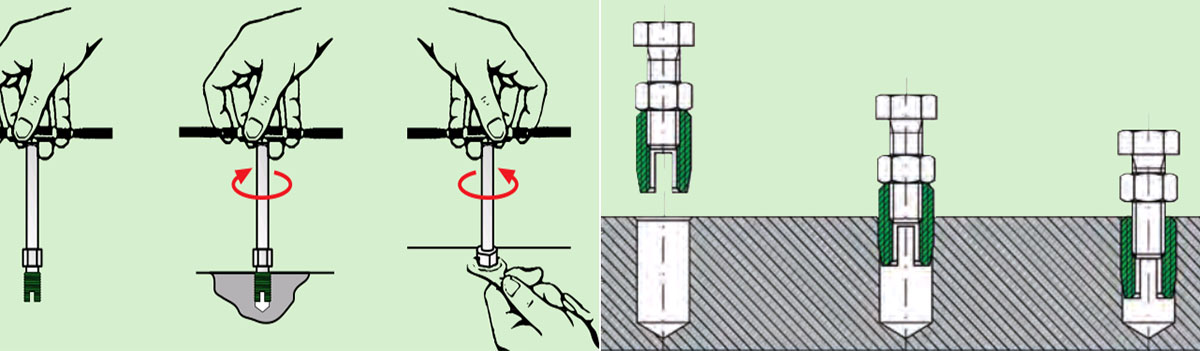
Rafmagnsuppsetning
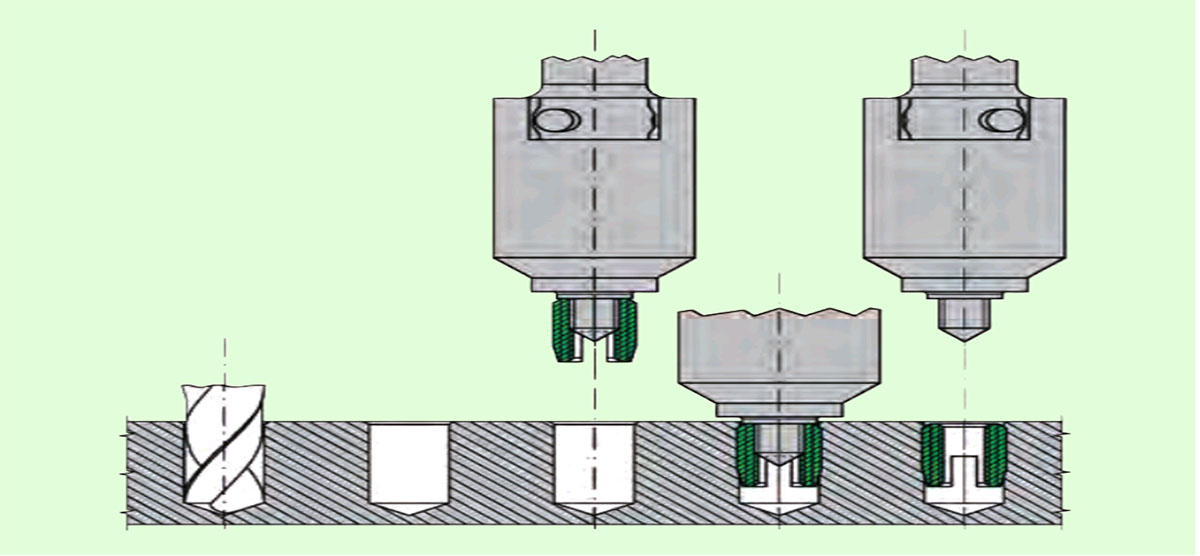
1. Staðsetjið vinnustykkið nákvæmlega þannig að borun og vélar -snældurinn liggi ássamsíða hvort öðru (hallast ekki). Stillið vélina á nákvæma skrúfudýpt (u.þ.b. 0,1 til 0,2 mm undir yfirborði vinnustykkisins).
2. Virkjaðu handfang vélarinnar. Þegar byrjað er að skrúfa inn verður ytri ermi snúningsborðsins á verkfærinu að vera í takt við það sem sést á ytri stopppinnum þannig að þeir af þessum séu teknir réttsælis með -.
3. Bættu sjálfsnyrjandi tvinnainnskoti við verkfærið (rauf eða skurðargat eftir botni) og 2 til 4 veltur haldast í langan tíma.
4. Vélarbeitingarstöng haltu áfram að virka og taktu verkfærið með þér. Stýrðu sjálfsnyrjandi tvinnainnskotinu að gatinu þar til sjálfstakandi tvinnainnskotið kemst inn í borholuna. Frekari snúningur á sér stað án þess að fóðrun sé virkjuð.
5. Kveiktu á afturábak (fer eftir gerð og tækið er smíðað þetta sjálfkrafa með því að nota takmörkrofa eða dýptarleitara). Forðastu harða lendingu verkfærsins á vinnustykkið fyrir hvern kostnað; annars er til
Hætta á broti á verkfærum og sjálfstakandi þræði. Að auki eyðileggst leiklausa þéttingin á sjálfstakandi tvinnainnskotinu og útdráttarstyrkurinn minnkar. Hugsanlega þarf að stilla skrúfunarhraðann að nauðsynlegum hraða Hægt er að stilla skiptingartímann.