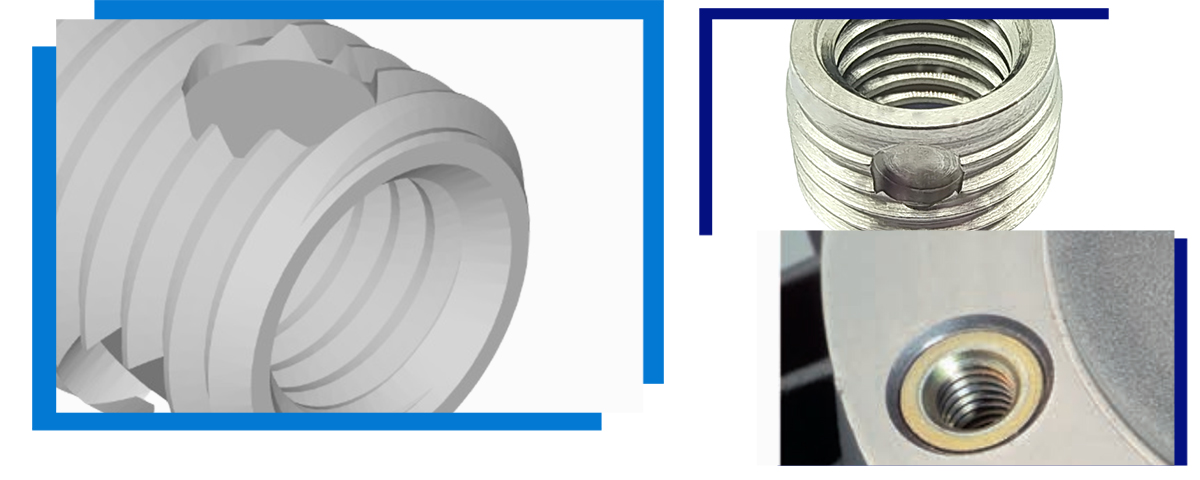
Sjálfdrepandi þráðarinnlegg













307 röð Sjálfslokandi skurðarþráður með skurðargati
337 seríur sjálfsnyrjandi þráðarinnlegg fyrir blindgöt
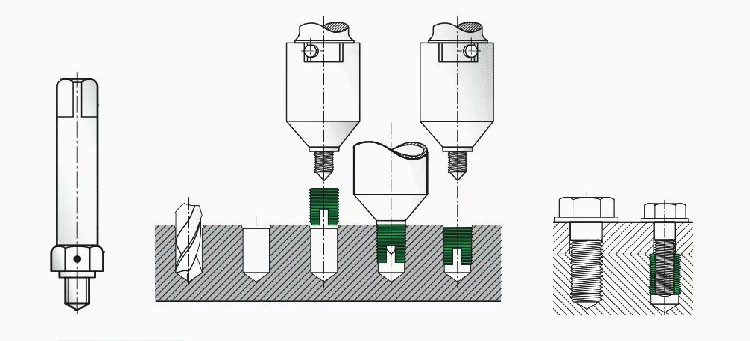
337/338 röðin er sérstaklega hönnuð til notkunar í aðstæðum þar sem skurðurinn má ekki falla í holuna, þannig að skurðargötin þrjú eru blindhol. Fyrir flansa er kóðaheitið 337/338H. Ef neðri endinn er lokaður er kóðinn 357/358 notaður.
Eiginleikar sjálfstakandi þráðarinnsetningar:
1. Sjálftappandi þráðsinnskotið hefur getu til að slá sjálfkrafa og fjarlægja flís sjálfvirkt, og grunnefnið þarf ekki að fortappa.
2. Sjálftappandi þráðinn hefur stórt snertiflötur við fullunna vöru og þolir sterkan togkraft. Hægt er að nota lágstyrk efni í vöruhönnun.
3. Sjálftappandi skrúfuinnskotið hefur viðgerðaráhrif á móðurþráðinn á brotnu tönninni, og með því að nota rifa sjálfsnyrjandi skrúfuinnskot geturðu haldið áfram að nota sömu skrúfuna
4. Sjálftappað þráðinn hefur framúrskarandi loftþéttleika og höggþol, sem getur komið í veg fyrir að losna og bæta tengingarstyrkinn við grunnefnið.
5. Uppsetningin fyrir sjálftappa þráðinn er einföld og fljótleg, þarf aðeins eitt samsetningarverkfæri, með litlum tilkostnaði og nánast engum gallahlutfalli.
Eiginleikar sjálfstakandi þráðarinnleggs
| Vöru Nafn | 337 sería Sjálfsnyrjandi tvinnainnskot |
| Efni | Stál Zn/SUS303/Sérsniðin |
| Yfirborðslitur | Galvaniseraður/Náttúrulegur litur |
| Galvaniserun: gult/blátt/litað | |
| Tegund þráðar | Metric, Inc UNC, UNF |
| Gerðarnúmer | M3-M24/Sérsniðin |
| Virka | Samsetning, snittari/festing/breyting |
| Áreiðanleikapróf | Vélrænar stærðir, hörkupróf. saltúðaþolpróf |
Stærðartafla fyrir 337 seríur sjálfstakandi snittari
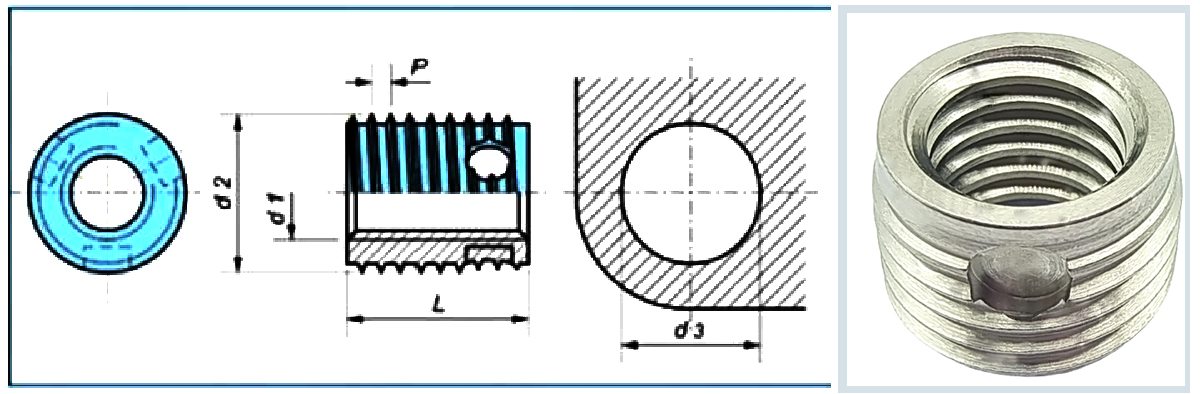
| Gerðarnúmer | Mæling Þráður | Ytri Þráður | Samtals Lengd | U.B. GAT Þvermál | Mine Hole Dýpt | |||
| d1 | d2 | P | L | Létt álfelgur RM C.Járn Plast | Létt álfelgur RM C.Járn Handplast | Létt álfelgur RM>350 C.Járn >200HB Brass | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7,6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | M 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | M 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13,3 | 13.3-13.5 | 13 |
| 3380100... | 18 | tuttugu og tveir | ||||||
| 3370120... | M 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15.4 | 15 |
| 3380120... | tuttugu og tveir | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | tuttugu og fjórir | 28 | ||||||
| 3370160... | M 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Dæmi til að finna vörunúmerið:Sjálfsnyrjandi snittari FH samkvæmt Works Standard 302 1 með innra snitti A = M5 úr kápuhertu, sinkhúðuðu og bláu óvirku stáli: 307.000.050.110
Umburðarlyndi:ISO 2768-m
Þráður:
Innri þráður A: samkvæmt ISO 6H
Ytri þráður E: samkvæmt FH staðli
Efni
| Grein nr. (fjórði hópur tölustafa)... ... ...110 | Grein nr. (fjórði hópur tölustafa)... ... ...110 |
| Kassahert stál, sink-nikkelhúðað, gegnsætt óvirkt | Grein nr. (fjórði hópur tölustafa)... ... ...143 |
| Kassahert stál, sinkhúðað, gult krómað | Grein nr. (fjórði hópur tölustafa)... ... ...160
|
| Ryðfrítt stál 14301 | Grein nr. (fjórði hópur tölustafa)... ... ...400 |
| Ryðfrítt stál 14305 | Grein nr. (fjórði hópur tölustafa)... ... ...500 |
| Ryðfrítt stál 14401 | Grein nr. (fjórði hópur tölustafa)... ... ...600 |
| Af 3.7035 | Grein nr. (fjórði hópur tölustafa)... ... ...700 |
| Brass
| Grein nr. (fjórði hópur tölustafa)... ... ...800
|
Uppsetningarskref fyrir vöru
Handvirk uppsetning:
Notaðu sérstaka uppsetningartólið fyrir þræði. Sjá myndina hér að neðan fyrir tiltekna aðgerðaaðferð. Endi tólsins á myndinni er ferhyrndur höfuð sem hægt er að tengja með handvirkum skrúflykil.
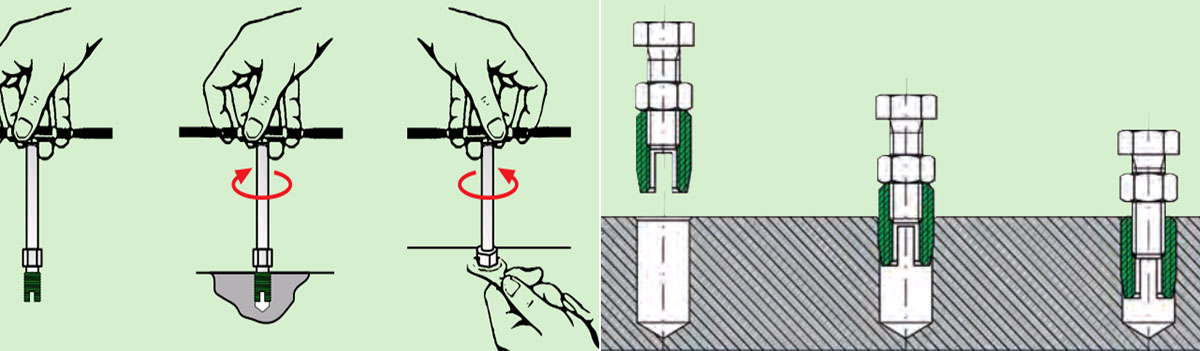
Rafmagnsuppsetning:
1. Staðsetjið vinnustykkið nákvæmlega þannig að borun og vélar -snældurinn liggi ássamsíða hvort öðru (hallast ekki). Stillið vélina á nákvæma skrúfudýpt (u.þ.b. 0,1 til 0,2 mm undir yfirborði vinnustykkisins).
2. Virkjaðu handfang vélarinnar. Þegar byrjað er að skrúfa inn verður ytri ermi snúningsborðsins á verkfærinu að vera í takt við það sem sést á ytri stopppinnum þannig að þeir af þessum réttsælis með - séu teknir.
3. Bættu sjálfsnyrjandi tvinnainnskoti við verkfærið (rauf eða skurðargat eftir botni) og 2 til 4 veltur haldast í langan tíma.
4. Vélarbeitingarstöng haltu áfram að virka og taktu verkfærið með þér. Stýrðu sjálfsnyrjandi tvinnainnskotinu að gatinu þar til sjálfstakandi tvinnainnskotið kemst inn í borholuna. Frekari snúningur á sér stað án þess að fóðrun sé virkjuð.
5. Kveiktu á afturábak (fer eftir gerð og tækið er smíðað þetta sjálfkrafa með því að nota takmörkunarrofa eða dýptarleitara).
Forðastu harða lendingu verkfærsins á vinnustykkið fyrir hvern kostnað; annars er hætta á broti fyrir verkfæri og sjálfstakandi tvinnainnskot. Að auki eyðileggst leiklausa þéttingin á sjálfstakandi tvinnainnskotinu og útdráttarstyrkurinn minnkar. Hugsanlega þarf að stilla skrúfunarhraðann að nauðsynlegum hraða Hægt er að stilla skiptitíma.