Selbsttappend Fuedem Insert














302 Serie Metric Inch Selbsttappende Fuedem Insert Fir Metaller a Plastik
302 Serie Metresch Zoll Selbsttappende Fuedem Insert Fir Metaller a Plastik Feature
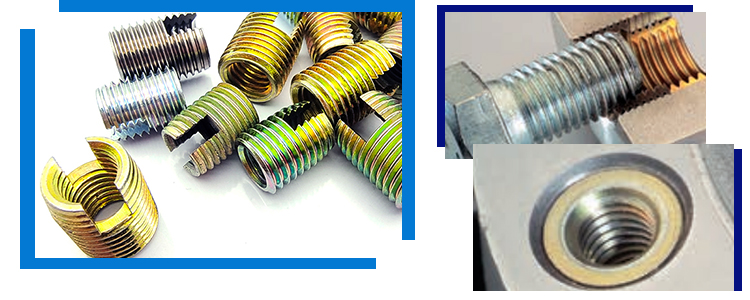
◆ Bitt staark weiblech Fuedem op mëlle Substrate fir verschidde Reparaturen an Ofbaubedürfnisser z'empfänken;
◆ Kann effektiv beschiedegt intern thread reparéieren;
◆Selbsttappend Hülsen ginn no Stierwen, Sprëtzen oder aner Fabrikatiounsprozesser benotzt, sou datt se vereinfacht Produktmix a verbessert Ausbezuelen erlaben;
◆Selbsttappende Bëscher kënnen héich Belaaschtunge widderstoen, sou datt méi kleng Inserts kënne benotzt ginn, wat zu engem méi kompakt Produktdesign resultéiert.
302 Serie Self-Tapping thread Insert Parameter
Produit Numm | 302/303 Serie Selbsttappende Fuedem Insert |
Material | Stol Zn / SUS303 / Benotzerdefinéiert |
Uewerfläch Faarf | Galvanized / natierlech Faarf |
Galvaniséierung: giel / blo / faarweg | |
Thread Typ | Metric, Inc UNC, UNF |
Modell Zuel | M2-M24 / Benotzerdefinéiert |
Funktioun | Assemblée, threaded Verbindung / Befestigung / Konversioun |
Zouverlässegkeet Test | Mechanesch Dimensiounen, Hardness Test. Salz Spray Ausdauer Test |
Dësch vun Dimensiounen fir Self-Tapping threaded Inserts
Metresch Gréisst Typ 302 Self-Tapping Thread Insert | |||||
| Intern Fuedem | Extern Fuedem
| Längt | Richtlinne Wäerter fir ze kréien Lach Duerchmiesser | Minimum borehole Déift fir blann Lächer | |
A | AN | P | B | L | T |
M2 | 4.5 | 0,5 | 6 | 4,2 bis 4,3 | 8 |
M2.5 | 4.5 | 0,5 | 6 | 4,2 bis 4,3 | 8 |
M3 | 5 | 0,5 | 6 | 4,7 bis 4,8 | 8 |
M3.5 | 6 | 0,75 | 8 | 5,6 bis 5,7 | 10 |
M4 | 6.5 | 0,75 | 8 | 6.1 bis 6.2 | 10 |
M5 | 8 | 1 | 10 | 7,5 bis 7,6 | 13 |
M6(a) | 9 | 1 | 12 | 8,5 bis 8,6 | 15 |
M6 | 10 | 1.5 | 14 | 9,2 bis 9,4 | 17 |
M8 | 12 | 1.5 | 15 | 11.2 bis 11.4 | 18 |
M10 | 14 | 1.5 | 18 | 13.2 bis 13.4 | zwanzeg zwee |
M12 | 16 | 1.5 | zwanzeg zwee | 15.2 bis 15.4 | 26 |
M14 | 18 | 1.5 | véieranzwanzeg | 17.2 bis 17.4 | 28 |
M16 | 20 | 1.5 | zwanzeg zwee | 19.2 bis 19.4 | 26 |
M18 | zwanzeg zwee | 1.5 | véieranzwanzeg | 21.2 bis 21.4 | 29 |
M20 | 26 | 1.5 | 27 | 25.2 bis 25.4 | 32 |
M22 | 26 | 1.5 | 30 | 25.2 bis 25.4 | 36 |
M24 | 30 | 1.5 | 30 | 29.2 bis 29.4 | 36 |
M27 | 34 | 1.5 | 30 | 33,2 bis 33,4 | 36 |
M30 | 36 | 1.5 | 40 | 35,2 bis 35,4 | 46 |
Zoll Gréisst Typ 302 Self-Tapping Thread Insert | |||||
Intern Fuedem | Extern Fuedem
| Längt | Minimum borehole Déift | ||
UNC | UNF | AN | P | B | T |
4-40 | 4-48 | 5 | 0,5 | 6 | 8 |
6-32 | 6-40 | 6 | 0,75 | 8 | 10 |
8-32 | 8-36 | 6.5 | 0,75 | 8 | 10 |
10-24 | 10-32 | 8 | 1 | 10 | 13 |
1/4-20 | 1/4-28 | 10 | 1.5 | 14 | 17 |
5/16-18 | 5/16-24 | 12 | 1.5 | 15 | 18 |
3/8-16 | 3/8-24 | 14 | 1.5 | 18 | zwanzeg zwee |
7/16-14 | 7/16-20 | 16 | 1.5 | zwanzeg zwee | 26 |
1/2-13 | 1/2-20 | 18 | 1.5 | zwanzeg zwee | 28 |
5/8-11 | 5/8-18 | 20 | 1.5 | zwanzeg zwee | 27 |
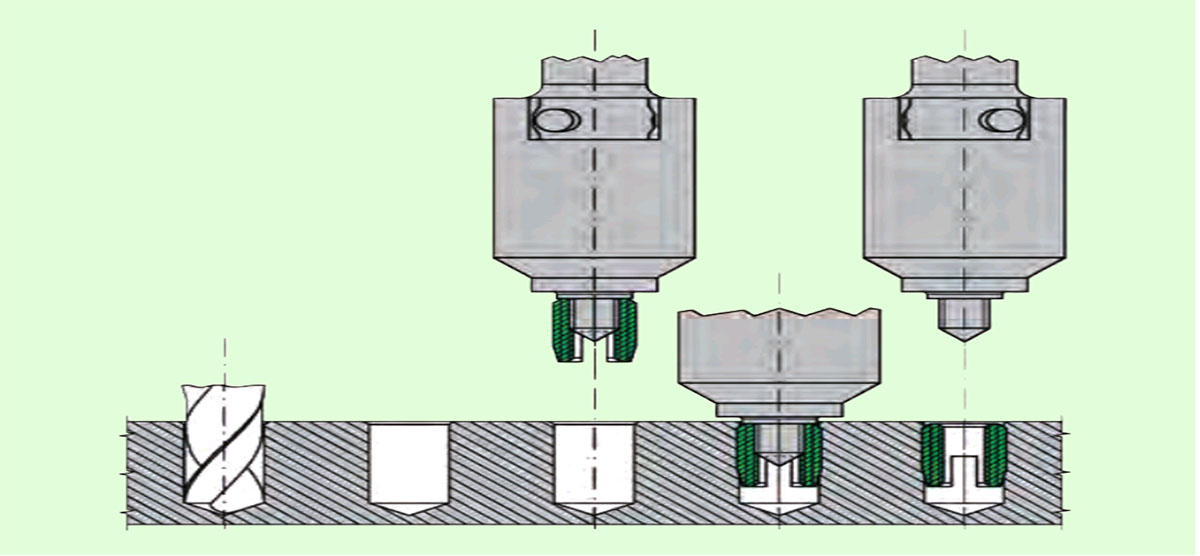
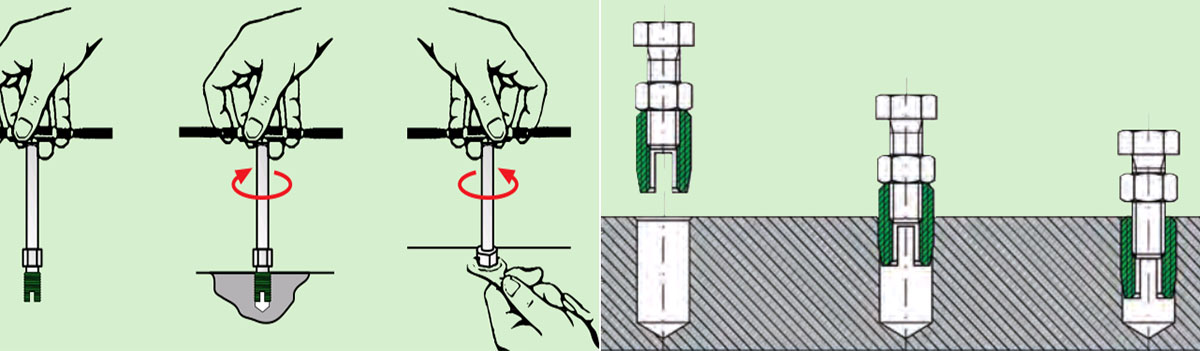
Produit Installatioun Schrëtt
Manuell Installatioun:
Benotzt de spezielle Fuedem Insert Installatiounstool. Kuckt d'Figur hei ënnen fir déi spezifesch Operatiounsmethod. D'Enn vum Tool an der Figur ass e Quadrangle Kapp, dee mat engem manuelle Spannschlüssel verbonne ka ginn.
Elektresch Installatioun
1. Positionéieren d'workpiece genee, sou datt Bueraarbechten a Maschinnen -spindle axial parallel zu all aner leien (net kippen).Maschinn op déi genee screwing Déift ajustéieren (ca. 0,1 bis 0,2 mm ënner der workpiece Uewerfläch).
2. Machine Betribssystemer Hiewel actuate. Wann Dir ufänkt ze schrauwen, muss de Rota Dësch baussenzegen Hülse vum Tool am Aklang sinn mat deem wat op der ausserhalb Stoppen siichtbar ass, sou datt se vun dësen Auer mat -geholl ginn.
3. Füügt Selbsttappende Fuedem-Insert op d'Tool (Slot oder Schneidloch no ënnen) an 2 bis 4 Wendungen halen op eng laang Zäit.
4. Machine Betribssystemer Hiewel weider ze bedreiwen an huelt d'Tool mat Iech Guide Self-Tapping thread Insert op d'Lach bis d'Self-Tapping thread Insert an d'Bohrholk schneit. Déi weider Dréiung fënnt ouni Feedaktuatioun statt.
5. Schalt op ëmgedréint (jee no Typ an den Apparat ass dëst automatesch mat engem Limite Schalter oder Déift Finder konstruéiert). Hard Landung vum Tool op d'Werkstéck vermeiden op all Käschten; soss existéiert
Risiko vu Broch fir Tools a Selbsttappend Fuedem Insert. Zousätzlech ass d'Spillfräi enk Fit vum Selbsttappende Fuedem Insert zerstéiert an d'Auszuchkraaft gëtt reduzéiert. D'Schraubegeschwindegkeet muss eventuell un déi néideg Geschwindegkeet ugepasst ginn. Switchover Zäit kann ugepasst ginn.