ໃສ່ກະທູ້ແຕະດ້ວຍຕົນເອງ













ຊຸດ 307 ການປາດຢາງຕັດດ້ວຍຕົນເອງດ້ວຍຮູຕັດ
337 ຊຸດ 337 ເຂັມຂັດດ້ວຍຕົນເອງສໍາລັບຮູຕາບອດ
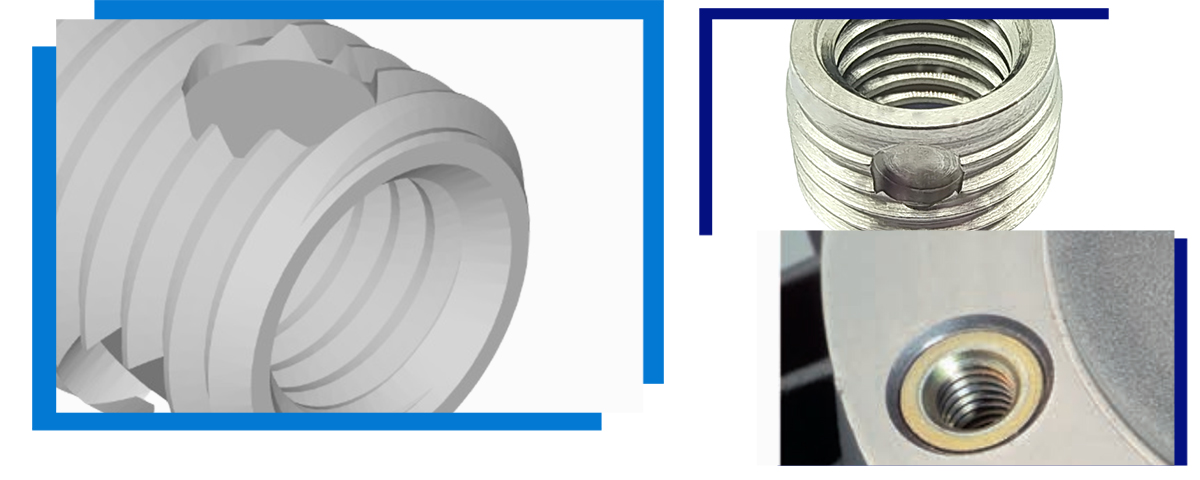
ຊຸດ 337/338 ຖືກອອກແບບມາເປັນພິເສດສໍາລັບການນໍາໃຊ້ໃນສະຖານະການທີ່ການຕັດບໍ່ອະນຸຍາດໃຫ້ຕົກຢູ່ໃນຮູ, ດັ່ງນັ້ນຮູຕັດສາມຢ່າງແມ່ນຮູຕາບອດ. ສໍາລັບ flanges ຊື່ລະຫັດແມ່ນ 337/338H. ຖ້າປາຍລຸ່ມຖືກປິດ, ລະຫັດ 357/358 ຖືກນໍາໃຊ້.
ຄຸນລັກສະນະຂອງການໃສ່ກະທູ້ແຕະດ້ວຍຕົນເອງ:
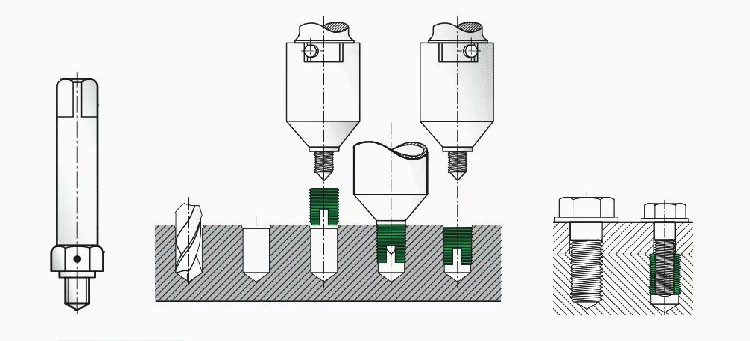
1. ການໃສ່ກະທູ້ທີ່ປາດຢາງດ້ວຍຕົນເອງມີຄວາມສາມາດຂອງການປາດຢາງດ້ວຍຕົນເອງແລະການໂຍກຍ້າຍ chip ອັດຕະໂນມັດ, ແລະວັດສະດຸພື້ນຖານບໍ່ຈໍາເປັນຕ້ອງໄດ້ຮັບການປາດຢາງກ່ອນ.
2. ການໃສ່ກະທູ້ທີ່ປາດຢາງດ້ວຍຕົນເອງມີຫນ້າດິນຕິດຕໍ່ຂະຫນາດໃຫຍ່ກັບຜະລິດຕະພັນສໍາເລັດຮູບແລະສາມາດທົນທານຕໍ່ແຮງ tensile ທີ່ເຂັ້ມແຂງ. ວັດສະດຸທີ່ມີຄວາມເຂັ້ມແຂງຕ່ໍາສາມາດນໍາໃຊ້ໃນການອອກແບບຜະລິດຕະພັນ.
3. ການໃສ່ສະກູ tapping ດ້ວຍຕົວຕົນມີຜົນກະທົບການສ້ອມແປງຢູ່ໃນແມ່ຂອງແຂ້ວທີ່ແຕກຫັກ, ແລະການນໍາໃຊ້ສະລັອດຕິງ screw tapping ຕົນເອງສາມາດສືບຕໍ່ນໍາໃຊ້ screw ດຽວກັນ.
4. ການໃສ່ກະທູ້ດ້ວຍຕົນເອງມີ airtightness ທີ່ດີເລີດແລະການຕໍ່ຕ້ານການຊ໊ອກ, ເຊິ່ງສາມາດປ້ອງກັນບໍ່ໃຫ້ loosening ແລະປັບປຸງຄວາມເຂັ້ມແຂງຂອງການເຊື່ອມຕໍ່ກັບວັດສະດຸພື້ນຖານ.
5. ການຕິດຕັ້ງໃສ່ກະທູ້ tapping ດ້ວຍຕົນເອງແມ່ນງ່າຍດາຍແລະໄວ, ຕ້ອງການເຄື່ອງມືປະກອບດຽວ, ມີຄ່າໃຊ້ຈ່າຍຕ່ໍາແລະເກືອບບໍ່ມີອັດຕາການຜິດປົກກະຕິ.
ຄຸນລັກສະນະຂອງການໃສ່ກະທູ້ແຕະດ້ວຍຕົນເອງ
| ຊື່ຜະລິດຕະພັນ | ຊຸດ 337 ການໃສ່ກະທູ້ແຕະດ້ວຍຕົນເອງ |
| ວັດສະດຸ | Steel Zn / SUS303 / ປັບແຕ່ງ |
| ສີພື້ນຜິວ | Galvanized / ສີທໍາມະຊາດ |
| Galvanizing: ສີເຫຼືອງ / ສີຟ້າ / ສີ | |
| ປະເພດກະທູ້ | Metric, Inc UNC, UNF |
| ໝາຍເລກຕົວແບບ | M3-M24/ປັບແຕ່ງ |
| ຟັງຊັນ | ສະພາແຫ່ງ, ການເຊື່ອມຕໍ່ threaded / fastening / ການແປງ |
| ການທົດສອບຄວາມຫນ້າເຊື່ອຖື | ຂະຫນາດກົນຈັກ, ການທົດສອບຄວາມແຂງ. ການທົດສອບຄວາມທົນທານຂອງສີດເກືອ |
ຕາຕະລາງຂະຫນາດສໍາລັບຊຸດ 337 ດ້ວຍຕົນເອງ tapping threaded inserts
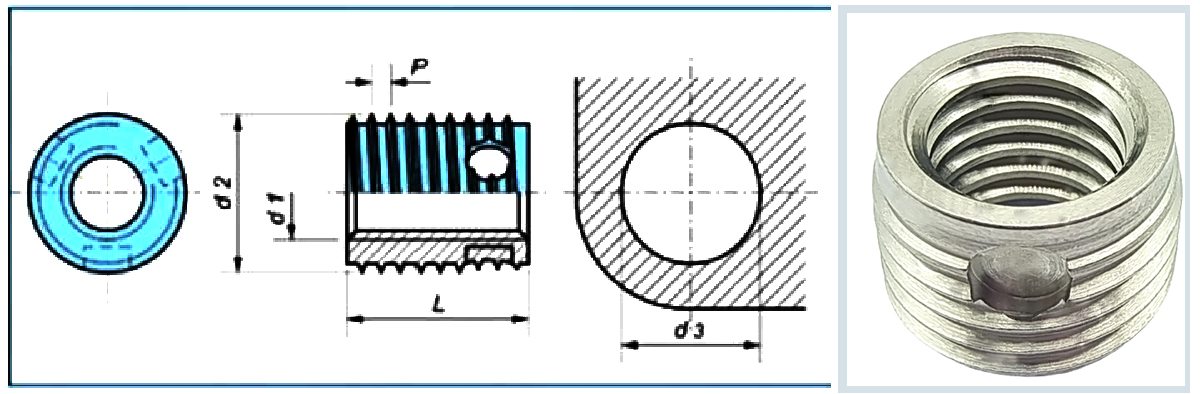
| ໝາຍເລກຕົວແບບ | ເມຕຣິກ ກະທູ້ | ພາຍນອກ ກະທູ້ | ທັງໝົດ ຄວາມຍາວ | ປະມານຂຸມເສັ້ນຜ່າສູນກາງ | ຄວາມເລິກຂຸມບໍ່ແຮ່ | |||
| d1 | d2 | ປ | ລ | ໂລຫະປະສົມແສງສະຫວ່າງ RM C.Iron ພາດສະຕິກ | ໂລຫະປະສົມແສງສະຫວ່າງ RM C.Iron ພາດສະຕິກມື | ໂລຫະປະສົມແສງສະຫວ່າງ RM>350 C. ທາດເຫຼັກ> 200HB ທອງເຫຼືອງ | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7.6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | ມ8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | ມ10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13.3 | 13.3-13,5 | 13 |
| 3380100... | 18 | ຊາວສອງ | ||||||
| 3370120... | ມ12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15,4 | 15 |
| 3380120... | ຊາວສອງ | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | ຊາວສີ່ | 28 | ||||||
| 3370160... | ມ16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
ຕົວຢ່າງສໍາລັບການຊອກຫາຕົວເລກບົດຄວາມ:ການໃສ່ threaded ດ້ວຍຕົນເອງ FH ກັບ Works Standard 302 1 ດ້ວຍ thread ພາຍໃນ A = M5 ເຮັດດ້ວຍ case-hardened, zinc plated ແລະ blue passivated steel : 307.000.050.110
ຄວາມທົນທານ:ISO 2768-ມ
ກະທູ້:
ກະທູ້ພາຍໃນ A: ຕາມ ISO 6H
ກະທູ້ພາຍນອກ E: ຕາມມາດຕະຖານ FH
ວັດສະດຸ
| ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 110 | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 110 |
| ເຫລໍກທີ່ແຂງກະດ້າງ, ແຜ່ນສັງກະສີ-nickel, ໂປ່ງໃສ passivated | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ...143 |
| ເຫລໍກແຂງ, ແຜ່ນສັງກະສີ, ສີເຫຼືອງໂຄຣມຽມ | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 160
|
| ສະແຕນເລດ 14301 | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 400 |
| ສະແຕນເລດ 14305 | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 500 |
| ສະແຕນເລດ 14401 | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 600 |
| ຂອງ 3.7035 | ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ...700 |
| ທອງເຫຼືອງ
| ມາດຕາທີ. (ກຸ່ມເລກສີ່) ... ... ... 800
|
ຂັ້ນຕອນການຕິດຕັ້ງຜະລິດຕະພັນ
ການຕິດຕັ້ງດ້ວຍມື:
ໃຊ້ເຄື່ອງມືຕິດຕັ້ງກະທູ້ພິເສດ. ເບິ່ງຮູບຂ້າງລຸ່ມນີ້ສໍາລັບວິທີການປະຕິບັດງານສະເພາະ. ປາຍຂອງເຄື່ອງມືໃນຮູບແມ່ນຫົວສີ່ຫລ່ຽມທີ່ສາມາດເຊື່ອມຕໍ່ກັບ wrench ປາດຄູ່ມື.
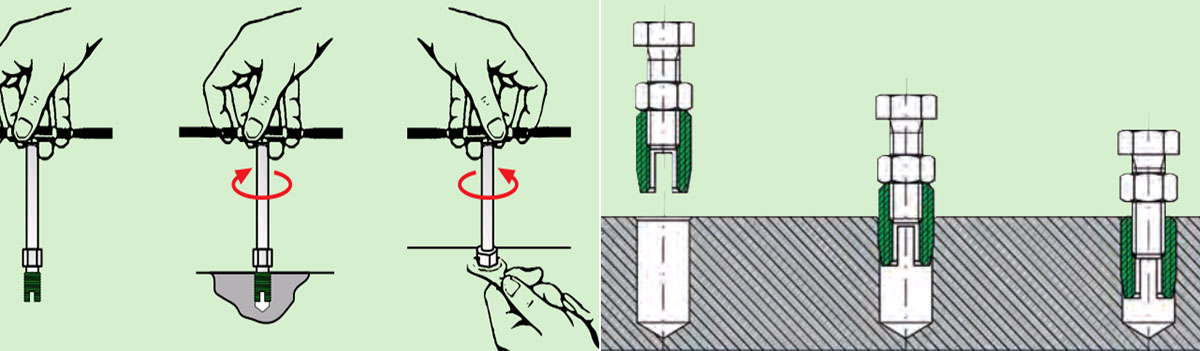
ການຕິດຕັ້ງໄຟຟ້າ:
1. ວາງບ່ອນເຮັດວຽກຢ່າງແນ່ນອນ, ເພື່ອໃຫ້ການເຈາະ ແລະເຄື່ອງຈັກ - spindle axially ຂະຫນານກັບກັນແລະກັນ (ບໍ່ tilt). ເຄື່ອງຈັກເພື່ອປັບຄວາມເລິກ screwing ທີ່ແນ່ນອນ (ປະມານ 0.1 ຫາ 0.2 ມມພາຍໃຕ້ຫນ້າວຽກ).
2. lever ປະຕິບັດງານເຄື່ອງຈັກ actuate. ໃນເວລາທີ່ທ່ານເລີ່ມຕົ້ນ screwing ໃນ, ຕາຕະລາງ rota ແຂນນອກຂອງເຄື່ອງມືຕ້ອງສອດຄ່ອງກັບສິ່ງທີ່ເຫັນໄດ້ໃນ pins ຢຸດພາຍນອກເພື່ອໃຫ້ພວກເຂົາເຈົ້າຂອງເຫຼົ່ານີ້ຕາມເຂັມໂມງກັບ - ແມ່ນປະຕິບັດ.
3. ຕື່ມການໃສ່ກະທູ້ທີ່ປາດຢາງດ້ວຍຕົນເອງໃສ່ເຄື່ອງມື (ຊ່ອງສຽບຫຼືຮູຕັດຕາມທາງລຸ່ມ) ແລະ 2 ຫາ 4 turns ຖືເປັນເວລາດົນນານ.
4. ລີດປະຕິບັດການຂອງເຄື່ອງຈັກສືບຕໍ່ເຮັດວຽກ ແລະເອົາເຄື່ອງມືໄປນຳທ່ານ ແນະນຳໃຫ້ໃສ່ກະທູ້ກ້ຽວດ້ວຍຕົນເອງໃສ່ຮູ ຈົນກວ່າເສັ້ນດ້າຍຕົວແຕະຈະເຂົ້າໃສ່ຂຸມເຈາະໄດ້.
5. ສະຫຼັບກັບປີ້ນກັບຄືນໄປບ່ອນ (ຂຶ້ນກັບປະເພດແລະອຸປະກອນການກໍ່ສ້າງນີ້ອັດຕະໂນມັດການນໍາໃຊ້ສະຫຼັບຈໍາກັດຫຼືຊອກຫາຄວາມເລິກ).
ການລົງຈອດຍາກຂອງເຄື່ອງມືໃສ່ workpiece ຫຼີກເວັ້ນການຄ່າໃຊ້ຈ່າຍທັງຫມົດ; ຖ້າບໍ່ດັ່ງນັ້ນມີຄວາມສ່ຽງຕໍ່ການແຕກຫັກຂອງເຄື່ອງມືແລະການໃສ່ກະທູ້ tapping ດ້ວຍຕົວເອງ. ນອກຈາກນັ້ນ, ການບີບອັດແບບບໍ່ຕິດຕົວຂອງຕົວໃສ່ກະທູ້ທີ່ແຕະດ້ວຍຕົນເອງຖືກທຳລາຍ ແລະ ຄວາມແຮງດຶງອອກຈະຫຼຸດລົງ. ຄວາມໄວ screwing ອາດຈະຕ້ອງໄດ້ຮັບການປັບກັບຄວາມໄວທີ່ຕ້ອງການທີ່ໃຊ້ເວລາ Switchover ສາມາດປັບໄດ້.