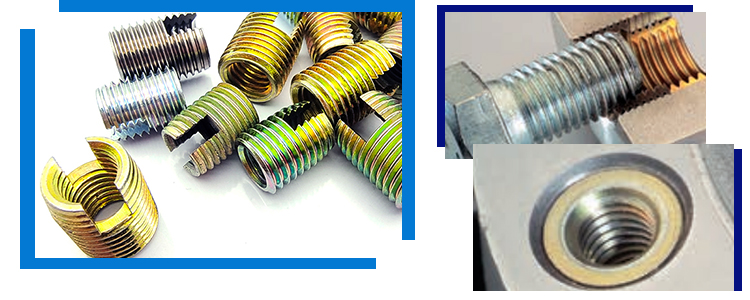
स्व-टॅपिंग थ्रेड घाला














धातू आणि प्लास्टिकसाठी 302 मालिका मेट्रिक इंच सेल्फ टॅपिंग थ्रेड घाला
धातू आणि प्लास्टिक वैशिष्ट्यासाठी 302 मालिका मेट्रिक इंच सेल्फ टॅपिंग थ्रेड घाला
◆मल्टीप सब्सट्रेट्सवर मजबूत मादी धागे प्रदान करते जेणेकरुन एकापेक्षा जास्त दुरुस्ती आणि पृथक्करण गरजा सामावून घेते;
◆ खराब झालेले अंतर्गत धागे प्रभावीपणे दुरुस्त करू शकतात;
◆ सेल्फ-टॅपिंग स्लीव्हजचा वापर डाय कास्टिंग, इंजेक्शन मोल्डिंग किंवा इतर उत्पादन प्रक्रियेनंतर केला जातो, त्यामुळे ते उत्पादनाचे सरलीकृत मिश्रण आणि सुधारित उत्पादनास अनुमती देतात;
◆सेल्फ-टॅपिंग बुशिंग जास्त भार सहन करू शकतात, त्यामुळे लहान इन्सर्ट वापरता येतात, परिणामी उत्पादनाची रचना अधिक कॉम्पॅक्ट बनते.
302 मालिका सेल्फ टॅपिंग थ्रेड इन्सर्ट पॅरामीटर
उत्पादनाचे नांव | 302/303 मालिका स्व-टॅपिंग थ्रेड घाला |
साहित्य | स्टील Zn/SUS303/सानुकूलित |
पृष्ठभाग रंग | गॅल्वनाइज्ड/नैसर्गिक रंग |
गॅल्वनाइजिंग: पिवळा/निळा/रंगीत | |
धागा प्रकार | मेट्रिक, Inc UNC, UNF |
नमूना क्रमांक | M2-M24/सानुकूलित |
कार्य | असेंब्ली, थ्रेडेड कनेक्शन/फास्टनिंग/रूपांतरण |
विश्वसनीयता चाचणी | यांत्रिक परिमाण, कडकपणा चाचणी. मीठ स्प्रे सहनशक्ती चाचणी |
स्व-टॅपिंग थ्रेडेड इन्सर्टसाठी परिमाणांची सारणी
मेट्रिक आकार प्रकार 302 सेल्फ-टॅपिंग थ्रेड घाला | |||||
| अंतर्गत धागा | बाह्य धागा
| लांबी | मार्गदर्शक मूल्ये प्राप्त करण्यासाठी भोक व्यास | किमान बोअरहोलची खोली आंधळ्या छिद्रांसाठी | |
ए | आणि | पी | बी | एल | ट |
M2 | ४.५ | ०.५ | 6 | ४.२ ते ४.३ | 8 |
M2.5 | ४.५ | ०.५ | 6 | ४.२ ते ४.३ | 8 |
M3 | ५ | ०.५ | 6 | ४.७ ते ४.८ | 8 |
M3.5 | 6 | ०.७५ | 8 | ५.६ ते ५.७ | 10 |
M4 | ६.५ | ०.७५ | 8 | 6.1 ते 6.2 | 10 |
M5 | 8 | १ | 10 | ७.५ ते ७.६ | 13 |
M6(a) | ९ | १ | 12 | 8.5 ते 8.6 | १५ |
M6 | 10 | 1.5 | 14 | ९.२ ते ९.४ | १७ |
M8 | 12 | 1.5 | १५ | 11.2 ते 11.4 | १८ |
M10 | 14 | 1.5 | १८ | 13.2 ते 13.4 | बावीस |
M12 | 16 | 1.5 | बावीस | १५.२ ते १५.४ | २६ |
M14 | १८ | 1.5 | चोवीस | १७.२ ते १७.४ | २८ |
M16 | 20 | 1.5 | बावीस | 19.2 ते 19.4 | २६ |
M18 | बावीस | 1.5 | चोवीस | 21.2 ते 21.4 | 29 |
M20 | २६ | 1.5 | २७ | २५.२ ते २५.४ | 32 |
M22 | २६ | 1.5 | 30 | २५.२ ते २५.४ | ३६ |
M24 | 30 | 1.5 | 30 | 29.2 ते 29.4 | ३६ |
M27 | ३४ | 1.5 | 30 | ३३.२ ते ३३.४ | ३६ |
M30 | ३६ | 1.5 | 40 | 35.2 ते 35.4 | ४६ |
इंच आकाराचा प्रकार 302 सेल्फ-टॅपिंग थ्रेड घाला | |||||
अंतर्गत धागा | बाह्य धागा
| लांबी | किमान बोअरहोलची खोली | ||
UNC | UNF | आणि | पी | बी | ट |
4-40 | 4-48 | ५ | ०.५ | 6 | 8 |
६-३२ | ६-४० | 6 | ०.७५ | 8 | 10 |
8-32 | 8-36 | ६.५ | ०.७५ | 8 | 10 |
10-24 | 10-32 | 8 | १ | 10 | 13 |
1/4-20 | १/४-२८ | 10 | 1.5 | 14 | १७ |
५/१६-१८ | ५/१६-२४ | 12 | 1.5 | १५ | १८ |
३/८-१६ | ३/८-२४ | 14 | 1.5 | १८ | बावीस |
७/१६-१४ | ७/१६-२० | 16 | 1.5 | बावीस | २६ |
१/२-१३ | १/२-२० | १८ | 1.5 | बावीस | २८ |
५/८-११ | ५/८-१८ | 20 | 1.5 | बावीस | २७ |
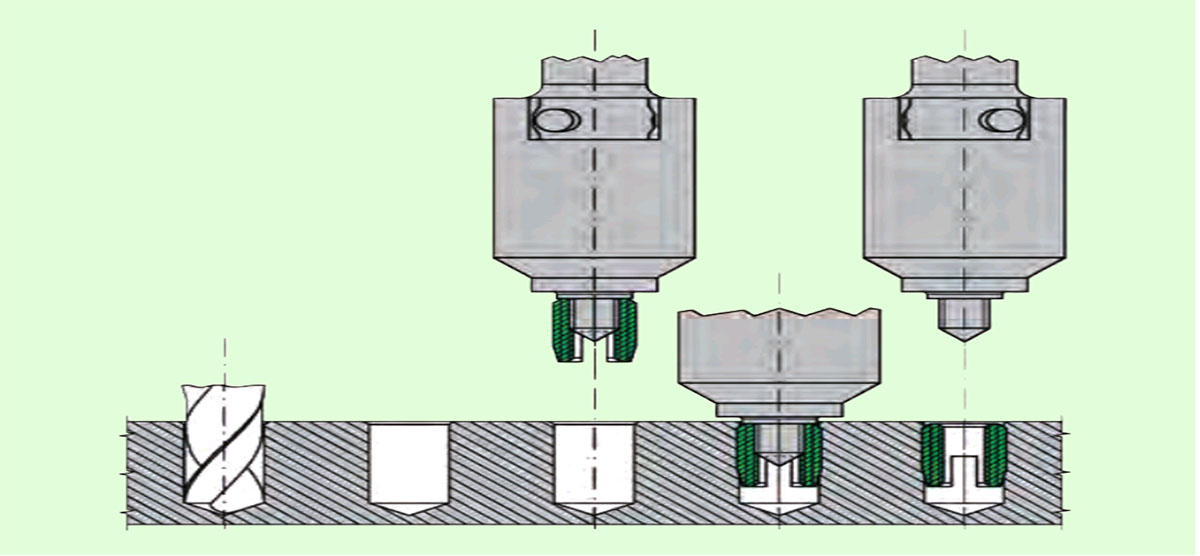
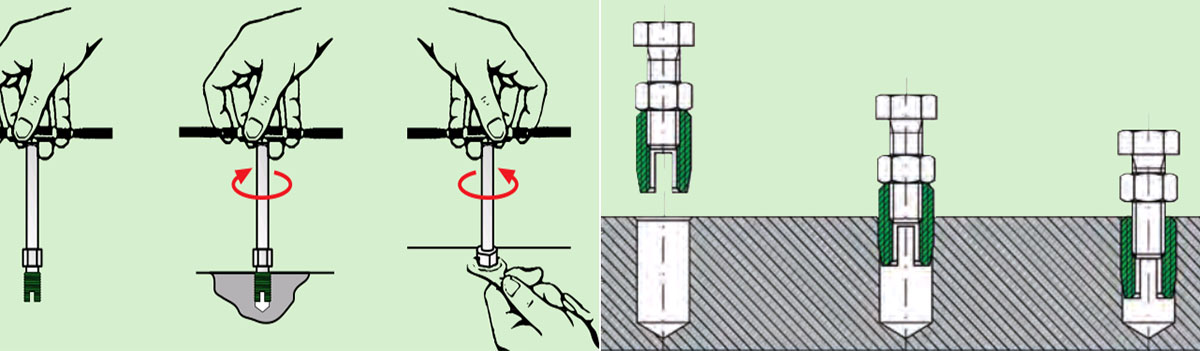
उत्पादन स्थापना चरण
मॅन्युअल स्थापना:
विशेष थ्रेड इन्सर्ट इंस्टॉलेशन टूल वापरा. विशिष्ट ऑपरेशन पद्धतीसाठी खालील आकृती पहा. आकृतीमधील टूलचा शेवट एक चतुर्भुज हेड आहे जो मॅन्युअल टॅपिंग रेंचने जोडला जाऊ शकतो.
इलेक्ट्रिक इन्स्टॉलेशन
1. वर्कपीस तंतोतंत ठेवा, जेणेकरून ड्रिलिंग आणि मशीन -स्पिंडल अक्षरीत्या एकमेकांना समांतर पडतील (तिरकवू नका). मशीन अचूक स्क्रूंग खोली समायोजित करा (वर्कपीस पृष्ठभागाखाली अंदाजे 0.1 ते 0.2 मिमी).
2. मशीन ऑपरेटिंग लीव्हर ऍक्युएट. जेव्हा तुम्ही स्क्रू करायला सुरुवात करता, तेव्हा टूलचा रोटा टेबल बाहेरील स्लीव्ह बाहेरील स्टॉप पिनवर जे दिसत आहे त्याप्रमाणे असले पाहिजे जेणेकरुन ते -सह घड्याळाच्या दिशेने घेतले जातील.
3. टूलमध्ये सेल्फ-टॅपिंग थ्रेड इन्सर्ट जोडा (खालील बाजूने स्लॉट किंवा कटिंग होल) आणि 2 ते 4 वळणे बराच वेळ धरून ठेवा.
4. मशीन ऑपरेटींग लीव्हर चालू ठेवा आणि टूल सोबत घेऊन जा. सेल्फ-टॅपिंग थ्रेड इन्सर्ट बोअरहोलमध्ये येईपर्यंत सेल्फ-टॅपिंग थ्रेड घाला.
5. रिव्हर्स चालू करा (लिमिट स्विच किंवा डेप्थ फाइंडर वापरून हे प्रकार आणि डिव्हाइस स्वयंचलितपणे तयार केले जाते यावर अवलंबून). वर्कपीसवर टूलचे कठोर लँडिंग कोणत्याही किंमतीत टाळा; अन्यथा अस्तित्वात आहे
टूल्स आणि सेल्फ टॅपिंग थ्रेड इन्सर्टसाठी तुटण्याचा धोका. याव्यतिरिक्त, सेल्फ-टॅपिंग थ्रेड इन्सर्टचा प्ले-फ्री टाइट फिट नष्ट होतो आणि पुल-आउट ताकद कमी होते. screwing गती आवश्यक गती समायोजित करणे आवश्यक असू शकते स्विचओव्हर वेळ समायोजित केले जाऊ शकते.