स्व-टॅपिंग थ्रेड घाला













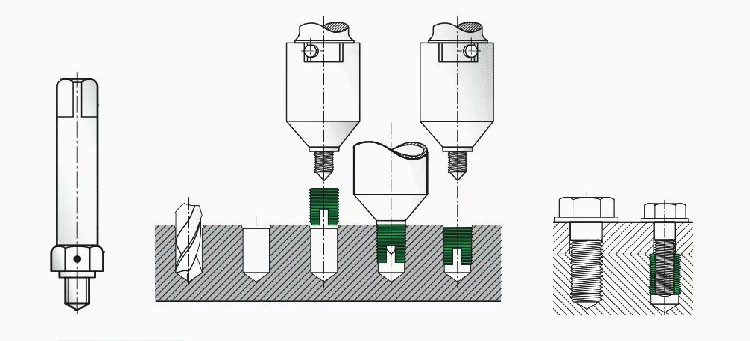
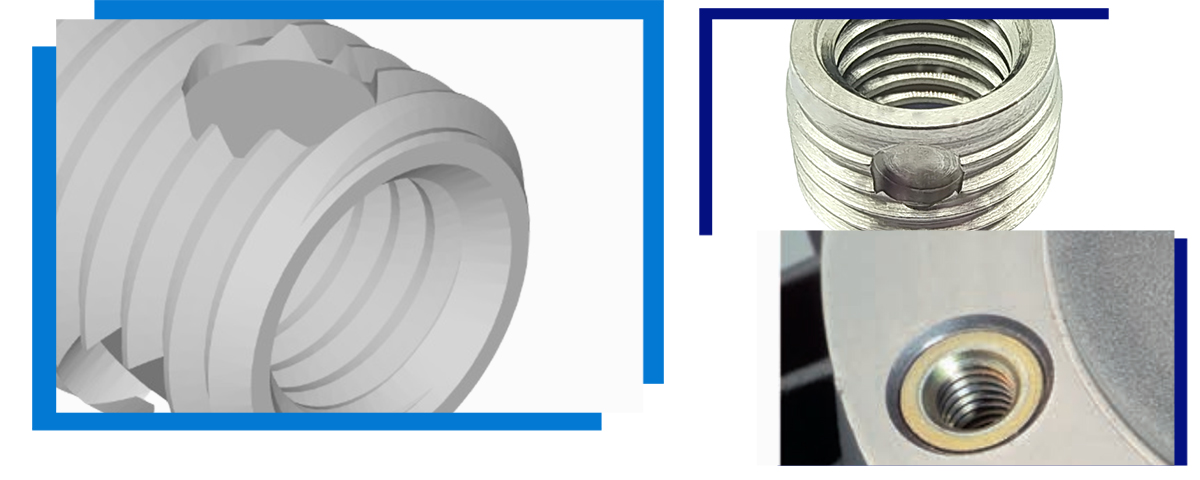
कटिंग होलसह 307 मालिका स्व-टॅपिंग कटिंग थ्रेड घाला
आंधळ्या छिद्रांसाठी 337 मालिका स्व-टॅपिंग थ्रेड घाला
337/338 मालिका विशेषत: अशा परिस्थितीत वापरण्यासाठी डिझाइन केलेली आहे जिथे कटिंगला छिद्रात पडण्याची परवानगी नाही, म्हणून तीन कटिंग होल आंधळे छिद्र आहेत. फ्लँजसाठी कोड नाव 337/338H आहे. जर तळाचा शेवट बंद असेल, तर कोड 357/358 वापरला जातो.
सेल्फ टॅपिंग थ्रेड इन्सर्टची वैशिष्ट्ये:
1. सेल्फ टॅपिंग थ्रेड इन्सर्टमध्ये सेल्फ टॅपिंग आणि स्वयंचलित चिप काढण्याची क्षमता आहे आणि बेस मटेरियल प्री-टॅप करण्याची गरज नाही.
2. स्व-टॅपिंग थ्रेड इन्सर्टमध्ये तयार उत्पादनासह एक मोठा संपर्क पृष्ठभाग असतो आणि मजबूत तन्य शक्तीचा सामना करू शकतो. उत्पादनाच्या डिझाइनमध्ये कमी ताकदीची सामग्री वापरली जाऊ शकते.
3. सेल्फ टॅपिंग स्क्रू इन्सर्टचा तुटलेल्या दाताच्या मदर थ्रेडवर रिपेअरिंग इफेक्ट असतो आणि स्लॉटेड सेल्फ टॅपिंग स्क्रू इन्सर्ट वापरून तोच स्क्रू वापरणे सुरू ठेवता येते.
4. सेल्फ-टॅपिंग थ्रेड इन्सर्टमध्ये उत्कृष्ट हवाबंदपणा आणि शॉक रेझिस्टन्स आहे, जे सैल होण्यापासून रोखू शकते आणि बेस मटेरियलसह कनेक्शनची ताकद सुधारू शकते.
5. सेल्फ-टॅपिंग थ्रेड इन्सर्ट इन्स्टॉलेशन सोपे आणि जलद आहे, कमी किमतीसह आणि जवळजवळ कोणत्याही दोष दरासह, फक्त एक असेंब्ली टूल आवश्यक आहे.
सेल्फ टॅपिंग थ्रेड इन्सर्टची वैशिष्ट्ये
| उत्पादनाचे नांव | 337 मालिका स्व-टॅपिंग थ्रेड घाला |
| साहित्य | स्टील Zn/SUS303/सानुकूलित |
| पृष्ठभाग रंग | गॅल्वनाइज्ड/नैसर्गिक रंग |
| गॅल्वनाइजिंग: पिवळा/निळा/रंगीत | |
| धागा प्रकार | मेट्रिक, Inc UNC, UNF |
| नमूना क्रमांक | M3-M24/सानुकूलित |
| कार्य | असेंब्ली, थ्रेडेड कनेक्शन/फास्टनिंग/रूपांतरण |
| विश्वसनीयता चाचणी | यांत्रिक परिमाण, कडकपणा चाचणी. मीठ स्प्रे सहनशक्ती चाचणी |
337 मालिका स्व-टॅपिंग थ्रेडेड इन्सर्टसाठी परिमाणांचे सारणी
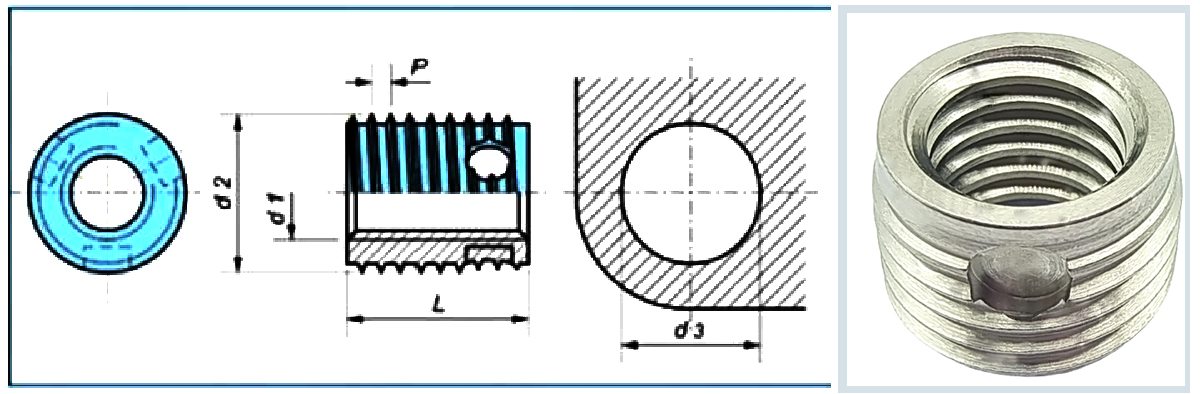
| नमूना क्रमांक | मेट्रिक धागा | बाह्य धागा | एकूण लांबी | अंदाजे भोक व्यास | खाण भोक खोली | |||
| d1 | d2 | पी | एल | हलके मिश्र धातु RM C. लोह प्लास्टिक | प्रकाश मिश्र धातु RM C. लोह हात प्लास्टिक | लाइट मिश्र धातु RM>350 C.Iron > 200HB पितळ | ||
| ३३७००३०... | M3 | ५ | 6 | 4 | ४,६-४,७ | ४,७-४,७ | ४,७-४,८ | 6 |
| ३३८००३०... | 6 | 8 | ||||||
| ३३७००३५... | M3.5 | 6 | 8 | ५ | ५,५-५,६ | ५,६-५,६ | ५,६-५,७ | ७ |
| ३३८००३५... | 8 | 10 | ||||||
| ३३७००४०... | M4 | ६५ | 8 | 6 | ६,०-६,१ | ६,१-६,१ | ६,१-६,२ | 8 |
| ३३८००४०... | 8 | 10 | ||||||
| ३३७००५०... | M5 | 8 | १ | ७ | ७,४-७,५ | ७,५-७,६ | ७.६-७,७ | ९ |
| ३३८००५०... | 10 | 13 | ||||||
| ३३७००६०... | M6 | 10 | 125 | 8 | ९,३-९,४ | ९,४-९,५ | ९,५-९,६ | 10 |
| ३३८००६०... | 12 | १५ | ||||||
| ३३७००८०... | मी 8 | 12 | १५ | ९ | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| ३३८००८०... | 14 | १७ | ||||||
| ३३०७०१००... | मी १० | 14 | १५ | 10 | 13,1-13,2 | 13,2-13.3 | 13.3-13,5 | 13 |
| 3380100... | १८ | बावीस | ||||||
| ३३०७०१२०... | मी 12 | 16 | १७५ | 12 | १५,०-१५,१ | १५,१-१५,२ | 15.2-15,4 | १५ |
| ३३८०१२०... | बावीस | २६ | ||||||
| ३३०७०१४०... | M14 | १८ | 2 | 14 | १७,०-१७,१ | १७,१-१७,२ | १७,२-१७,४ | १७ |
| ३३८०१४०... | चोवीस | २८ | ||||||
| 3370160... | मी १६ | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | १७ |
लेख क्रमांक शोधण्याचे उदाहरण:सेल्फ-टॅपिंग थ्रेडेड इन्सर्ट एफएच टू वर्क्स स्टँडर्ड 302 1 अंतर्गत धागा A = M5 केस-हार्डन, झिंक प्लेटेड आणि ब्ल्यू पॅसिव्हेटेड स्टीलपासून बनवलेले : 307.000.050.110
सहनशीलता:ISO 2768-m
धागा:
अंतर्गत धागा A: ISO 6H नुसार
बाह्य धागा ई: एफएच मानकानुसार
साहित्य
| लेख क्र. (अंकांचा चौथा गट)... ... ...110 | लेख क्र. (अंकांचा चौथा गट)... ... ...110 |
| केस-कठोर स्टील, झिंक-निकेल प्लेटेड, पारदर्शक निष्क्रिय | लेख क्र. (अंकांचा चौथा गट)... ... ...१४३ |
| केस-कठोर स्टील, झिंक प्लेटेड, पिवळा क्रोमेटेड | लेख क्र. (अंकांचा चौथा गट)... ... ...१६०
|
| स्टेनलेस स्टील 14301 | लेख क्र. (अंकांचा चौथा गट)... ... ...400 |
| स्टेनलेस स्टील 14305 | लेख क्र. (अंकांचा चौथा गट)... ... ...५०० |
| स्टेनलेस स्टील 14401 | लेख क्र. (अंकांचा चौथा गट)... ... ...600 |
| 3.7035 चा आहे | लेख क्र. (अंकांचा चौथा गट)... ... ...700 |
| पितळ
| लेख क्र. (अंकांचा चौथा गट)... ... ...800
|
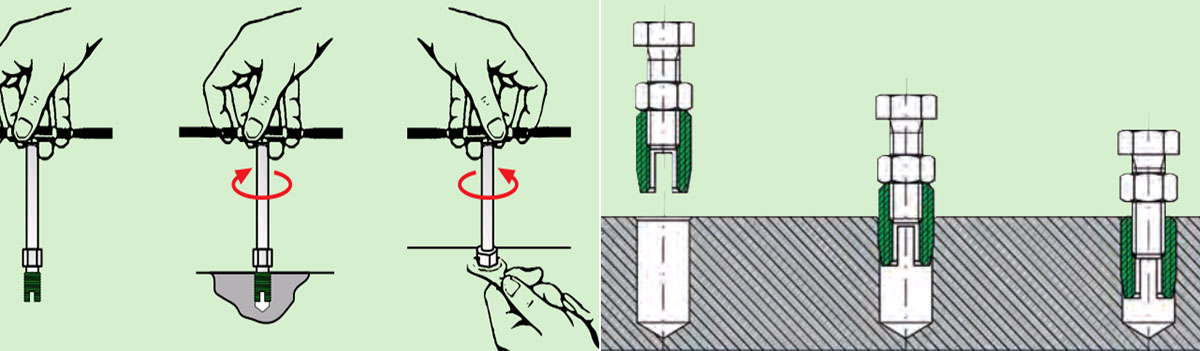
उत्पादन स्थापना चरण
मॅन्युअल स्थापना:
विशेष थ्रेड इन्सर्ट इंस्टॉलेशन टूल वापरा. विशिष्ट ऑपरेशन पद्धतीसाठी खालील आकृती पहा. आकृतीमधील टूलचा शेवट एक चतुर्भुज हेड आहे जो मॅन्युअल टॅपिंग रेंचने जोडला जाऊ शकतो.
इलेक्ट्रिक इन्स्टॉलेशन:
1. वर्कपीस तंतोतंत ठेवा, जेणेकरून ड्रिलिंग आणि मशीन -स्पिंडल अक्षरीत्या एकमेकांना समांतर पडतील (तिरकवू नका). मशीन अचूक स्क्रूंग खोली समायोजित करा (वर्कपीस पृष्ठभागाखाली अंदाजे 0.1 ते 0.2 मिमी).
2. मशीन ऑपरेटिंग लीव्हर ऍक्युएट. जेव्हा तुम्ही स्क्रू करायला सुरुवात करता, तेव्हा टूलचा रोटा टेबल बाहेरील स्लीव्ह बाहेरील स्टॉप पिनवर जे दिसत आहे त्याप्रमाणे असले पाहिजे जेणेकरुन ते -सह घड्याळाच्या दिशेने घेतले जातील.
3. टूलमध्ये सेल्फ-टॅपिंग थ्रेड इन्सर्ट जोडा (खालील बाजूने स्लॉट किंवा कटिंग होल) आणि 2 ते 4 वळणे बराच वेळ धरून ठेवा.
4. मशीन ऑपरेटींग लीव्हर चालू ठेवा आणि टूल सोबत घेऊन जा. सेल्फ-टॅपिंग थ्रेड इन्सर्ट बोअरहोलमध्ये येईपर्यंत सेल्फ-टॅपिंग थ्रेड घाला.
5. रिव्हर्स चालू करा (लिमिट स्विच किंवा डेप्थ फाइंडर वापरून हे प्रकार आणि डिव्हाइस स्वयंचलितपणे तयार केले जाते यावर अवलंबून).
वर्कपीसवर टूलचे कठोर लँडिंग कोणत्याही किंमतीत टाळा; अन्यथा टूल्स आणि सेल्फ टॅपिंग थ्रेड इन्सर्टसाठी तुटण्याचा धोका अस्तित्वात आहे. याव्यतिरिक्त, सेल्फ-टॅपिंग थ्रेड इन्सर्टचा प्ले-फ्री टाइट फिट नष्ट होतो आणि पुल-आउट ताकद कमी होते. screwing गती आवश्यक गती समायोजित करणे आवश्यक असू शकते स्विचओव्हर वेळ समायोजित केले जाऊ शकते.