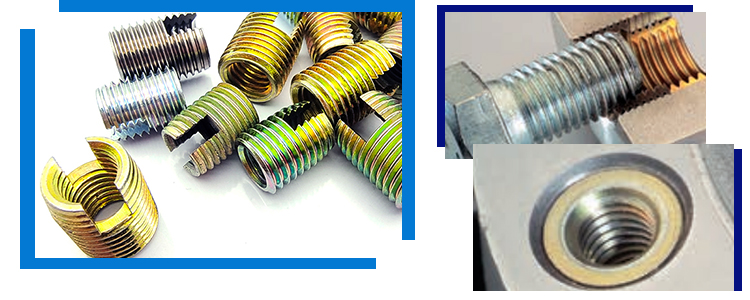
सेल्फ ट्यापिङ थ्रेड घुसाउनुहोस्














302 श्रृंखला मेट्रिक इन्च सेल्फ ट्यापिंग थ्रेड धातु र प्लास्टिकका लागि घुसाउनुहोस्
302 श्रृंखला मेट्रिक इन्च सेल्फ ट्यापिंग थ्रेड धातु र प्लास्टिक सुविधाको लागि घुसाउनुहोस्
◆ धेरै मर्मत र विच्छेदन आवश्यकताहरू समायोजन गर्न नरम सब्सट्रेटहरूमा बलियो महिला थ्रेडहरू प्रदान गर्दछ;
◆ क्षतिग्रस्त आन्तरिक थ्रेडहरू प्रभावकारी रूपमा मर्मत गर्न सक्छ;
◆ सेल्फ-ट्यापिङ स्लिभहरू डाइ कास्टिङ, इन्जेक्सन मोल्डिङ वा अन्य निर्माण प्रक्रियाहरू पछि प्रयोग गरिन्छ, त्यसैले तिनीहरूले सरलीकृत उत्पादन मिश्रण र सुधारिएको उत्पादनको लागि अनुमति दिन्छ;
◆ सेल्फ-ट्यापिङ बुशिङहरूले उच्च भारहरू सामना गर्न सक्छन्, त्यसैले साना इन्सर्टहरू प्रयोग गर्न सकिन्छ, जसले गर्दा थप कम्प्याक्ट उत्पादन डिजाइन हुन्छ।
302 श्रृंखला सेल्फ ट्यापिङ थ्रेड इन्सर्ट प्यारामिटर
उत्पादन नाम | 302/303 श्रृंखला सेल्फ ट्यापिङ थ्रेड घुसाउनुहोस् |
सामग्री | इस्पात Zn/SUS303/अनुकूलित |
सतह रंग | जस्ती/प्राकृतिक रंग |
Galvanizing: पहेंलो / नीलो / रंगीन | |
थ्रेड प्रकार | मेट्रिक, Inc UNC, UNF |
मोडेल नम्बर | M2-M24/अनुकूलित |
समारोह | असेंबली, थ्रेडेड जडान/बन्धन/रूपान्तरण |
विश्वसनीयता परीक्षण | मेकानिकल आयाम, कठोरता परीक्षण। नमक स्प्रे सहनशीलता परीक्षण |
सेल्फ-ट्यापिङ थ्रेडेड इन्सर्टहरूको लागि आयामहरूको तालिका
मेट्रिक साइज प्रकार 302 सेल्फ-ट्यापिङ थ्रेड इन्सर्ट | |||||
| आन्तरिक धागो | बाह्य थ्रेड
| लम्बाइ | दिशानिर्देश मानहरू प्राप्त गर्न को लागी प्वाल व्यास | न्यूनतम बोरहोल गहिराई अन्धा प्वालहरूको लागि | |
ए | र | P | बि | एल | T |
M2 | ४.५ | ०.५ | ६ | ४.२ देखि ४.३ सम्म | ८ |
M2.5 | ४.५ | ०.५ | ६ | ४.२ देखि ४.३ सम्म | ८ |
M3 | ५ | ०.५ | ६ | ४.७ देखि ४.८ | ८ |
M3.5 | ६ | ०.७५ | ८ | ५.६ देखि ५.७ | १० |
M4 | ६.५ | ०.७५ | ८ | ६.१ देखि ६.२ सम्म | १० |
M5 | ८ | १ | १० | ७.५ देखि ७.६ | १३ |
M6(a) | ९ | १ | १२ | ८.५ देखि ८.६ सम्म | १५ |
M6 | १० | १.५ | १४ | ९.२ देखि ९.४ | १७ |
M8 | १२ | १.५ | १५ | 11.2 देखि 11.4 सम्म | १८ |
M10 | १४ | १.५ | १८ | १३.२ देखि १३.४ | बाइस |
M12 | १६ | १.५ | बाइस | १५.२ देखि १५.४ | २६ |
M14 | १८ | १.५ | चौबिस | १७.२ देखि १७.४ | २८ |
M16 | २० | १.५ | बाइस | १९.२ देखि १९.४ | २६ |
M18 | बाइस | १.५ | चौबिस | 21.2 देखि 21.4 सम्म | २९ |
M20 | २६ | १.५ | २७ | २५.२ देखि २५.४ | ३२ |
M22 | २६ | १.५ | ३० | २५.२ देखि २५.४ | ३६ |
M24 | ३० | १.५ | ३० | २९.२ देखि २९.४ | ३६ |
M27 | ३४ | १.५ | ३० | ३३.२ देखि ३३.४ | ३६ |
M30 | ३६ | १.५ | ४० | 35.2 देखि 35.4 सम्म | ४६ |
इन्च साइज प्रकार 302 सेल्फ-ट्यापिङ थ्रेड घुसाउनुहोस् | |||||
आन्तरिक धागो | बाह्य थ्रेड
| लम्बाइ | न्यूनतम बोरहोल गहिराई | ||
UNC | UNF | र | P | बि | T |
४-४० | ४-४८ | ५ | ०.५ | ६ | ८ |
६-३२ | ६-४० | ६ | ०.७५ | ८ | १० |
८-३२ | ८-३६ | ६.५ | ०.७५ | ८ | १० |
१०-२४ | १०-३२ | ८ | १ | १० | १३ |
१/४-२० | १/४-२८ | १० | १.५ | १४ | १७ |
५/१६-१८ | ५/१६-२४ | १२ | १.५ | १५ | १८ |
३/८-१६ | ३/८-२४ | १४ | १.५ | १८ | बाइस |
७/१६-१४ | ७/१६-२० | १६ | १.५ | बाइस | २६ |
१/२-१३ | १/२-२० | १८ | १.५ | बाइस | २८ |
५/८-११ | ५/८-१८ | २० | १.५ | बाइस | २७ |
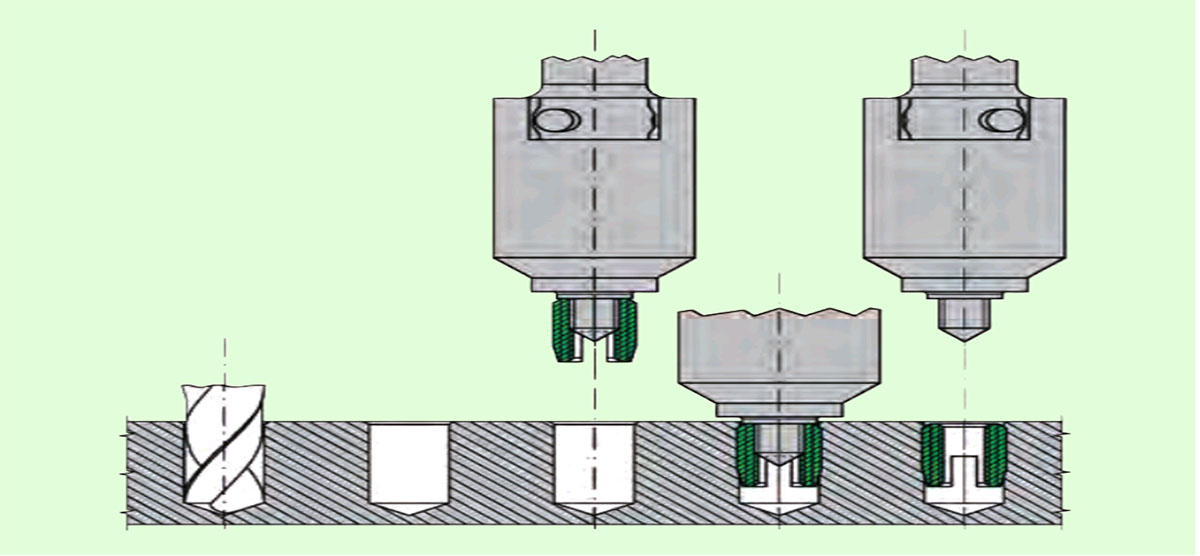
उत्पादन स्थापना चरणहरू
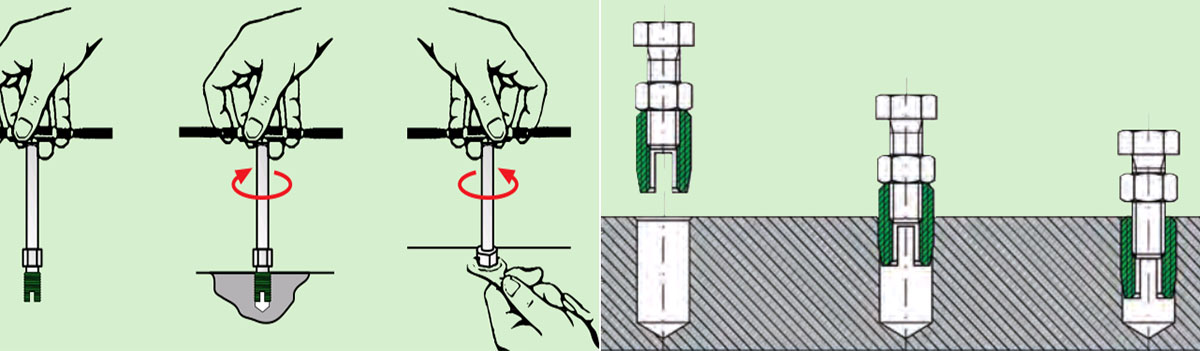
म्यानुअल स्थापना:
विशेष थ्रेड घुसाउनुहोस् स्थापना उपकरण प्रयोग गर्नुहोस्। विशेष सञ्चालन विधिको लागि तलको चित्रलाई सन्दर्भ गर्नुहोस्। चित्रमा उपकरणको अन्त्य एक चतुर्भुज टाउको हो जुन म्यानुअल ट्यापिंग रेन्चसँग जडान गर्न सकिन्छ।
इलेक्ट्रिक स्थापना
1. वर्कपीसलाई ठ्याक्कै राख्नुहोस्, ताकि ड्रिलिंग र मेसिनहरू -स्पिन्डल अक्षीय रूपमा एकअर्कासँग समानान्तर हुन्छन् (झुक्दैनन्)। मेसिनलाई सही स्क्रू गहिराइ समायोजन गर्नुहोस् (वर्कपीस सतह मुनि लगभग ०.१ देखि ०.२ मिमी)।
2. मेसिन अपरेटिङ लीभर एक्चुएट। जब तपाइँ स्क्रिन सुरु गर्नुहुन्छ, उपकरणको रोटा टेबल बाहिरी बाहुला बाहिरी स्टप पिनहरूमा देखिने कुरासँग मिल्दोजुल्दो हुनुपर्दछ ताकि ती घडीको दिशामा -सँग लिइन्छ।
3. उपकरणमा सेल्फ ट्यापिङ थ्रेड इन्सर्ट थप्नुहोस् (तल अनुसार स्लट वा काट्ने प्वाल) र 2 देखि 4 टर्नहरू लामो समयसम्म होल्ड गर्नुहोस्।
4. मेशिन अपरेटिङ लिभरले काम गर्न जारी राख्नुहोस् र उपकरणलाई आफ्नो साथमा लिनुहोस् सेल्फ ट्यापिङ थ्रेड इन्सर्ट प्वालमा गाईड गर्नुहोस् जबसम्म सेल्फ ट्यापिङ थ्रेड इन्सर्ट बोरहोलमा नआएसम्म। अर्को टर्निङ फिड एक्च्युएसन बिना नै हुन्छ।
5. रिभर्समा स्विच गर्नुहोस् (प्रकार र यन्त्रमा निर्भर गर्दै यो स्वचालित रूपमा लिमिट स्विच वा डेप्थ खोजकर्ता प्रयोग गरेर बनाइन्छ)। workpiece मा उपकरण को कडा अवतरण कुनै पनि लागत मा जोगिन; अन्यथा अवस्थित छ
उपकरण र सेल्फ ट्यापिङ थ्रेड इन्सर्टको लागि टुट्ने जोखिम। थप रूपमा, सेल्फ ट्यापिङ थ्रेड इन्सर्टको प्ले-फ्री टाइट फिट नष्ट हुन्छ र पुल-आउट बल कम हुन्छ। screwing गति आवश्यक गति समायोजित गर्न आवश्यक हुन सक्छ स्विचओभर समय समायोजित गर्न सकिन्छ।