सेल्फ ट्यापिङ थ्रेड घुसाउनुहोस्













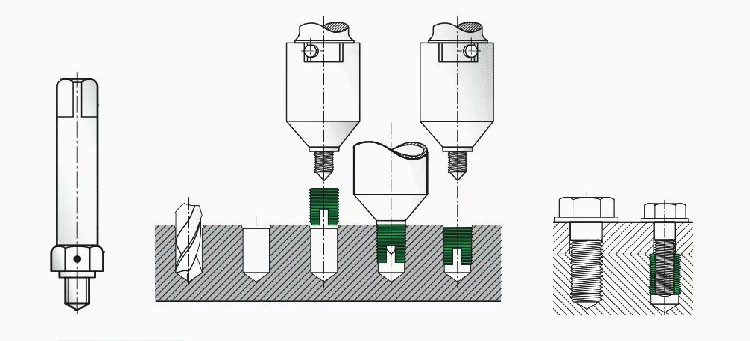
307 श्रृंखला सेल्फ ट्यापिंग काट्ने थ्रेड काटन प्वालको साथ घुसाउनुहोस्
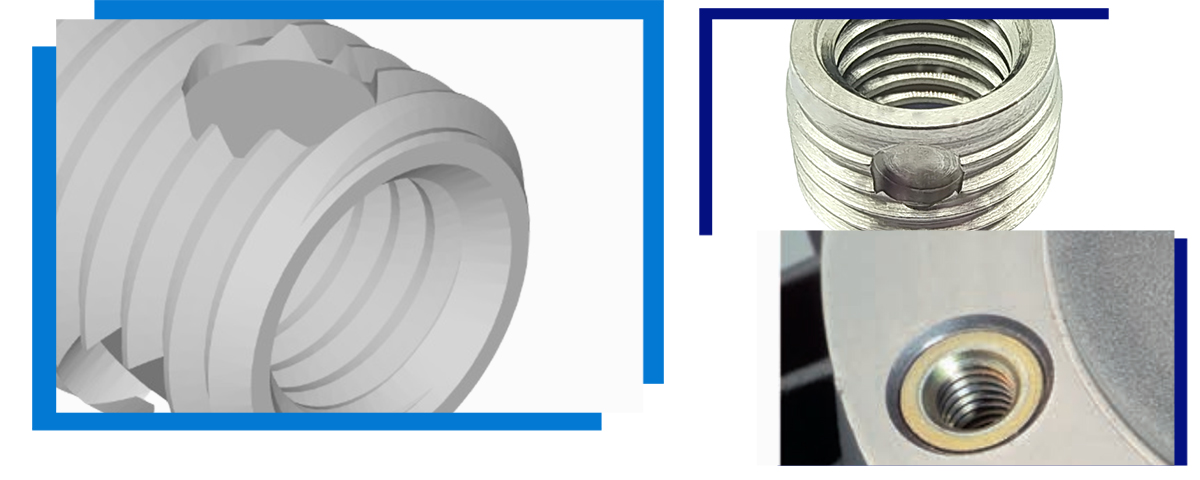
अन्धा प्वालहरूको लागि 337 श्रृंखला सेल्फ-ट्यापिङ थ्रेड इन्सर्टहरू
337/338 शृङ्खला विशेष रूपमा प्रयोगको लागि डिजाइन गरिएको छ जहाँ काटनलाई प्वालमा खस्न अनुमति छैन, त्यसैले तीनवटा काट्ने प्वालहरू अन्धा प्वालहरू हुन्। flanges को लागि कोड नाम 337/338H हो। यदि तलको अन्त्य बन्द छ भने, कोड 357/358 प्रयोग गरिन्छ।
सेल्फ ट्यापिङ थ्रेड इन्सर्टका विशेषताहरू:
1. सेल्फ ट्यापिङ थ्रेड इन्सर्टमा सेल्फ ट्यापिङ र स्वचालित चिप हटाउने क्षमता छ, र आधार सामग्रीलाई पूर्व ट्याप गर्न आवश्यक छैन।
2. सेल्फ ट्यापिङ थ्रेड इन्सर्टमा तयार उत्पादनसँग ठूलो सम्पर्क सतह हुन्छ र यसले बलियो तन्य बलको सामना गर्न सक्छ। कम शक्ति सामग्री उत्पादन डिजाइन मा प्रयोग गर्न सकिन्छ।
3. सेल्फ ट्यापिङ स्क्रू इन्सर्टले भाँचिएको दाँतको मदर थ्रेडमा मर्मत गर्ने प्रभाव पार्छ, र स्लटेड सेल्फ ट्यापिङ स्क्रू इन्सर्ट प्रयोग गर्दा उही स्क्रू प्रयोग गर्न जारी राख्न सकिन्छ।
4. सेल्फ ट्यापिङ थ्रेड इन्सर्टमा उत्कृष्ट वायु टाइटनेस र झटका प्रतिरोध हुन्छ, जसले ढीला हुनबाट रोक्न र आधार सामग्रीसँग जडान बल सुधार गर्न सक्छ।
5. सेल्फ ट्यापिङ थ्रेड इन्सर्ट स्थापना सरल र छिटो छ, कम लागत र लगभग कुनै दोष दर बिना, केवल एक असेंबली उपकरण चाहिन्छ।
सेल्फ ट्यापिङ थ्रेड इन्सर्टका विशेषताहरू
| उत्पादन नाम | 337 श्रृंखला सेल्फ ट्यापिङ थ्रेड घुसाउनुहोस् |
| सामग्री | इस्पात Zn/SUS303/अनुकूलित |
| सतह रंग | जस्ती/प्राकृतिक रंग |
| Galvanizing: पहेंलो / नीलो / रंगीन | |
| थ्रेड प्रकार | मेट्रिक, Inc UNC, UNF |
| मोडेल नम्बर | M3-M24/अनुकूलित |
| समारोह | असेंबली, थ्रेडेड जडान/बन्धन/रूपान्तरण |
| विश्वसनीयता परीक्षण | मेकानिकल आयाम, कठोरता परीक्षण। नमक स्प्रे सहनशीलता परीक्षण |
337 शृङ्खला स्व-ट्यापिङ थ्रेडेड इन्सर्टहरूको लागि आयामहरूको तालिका
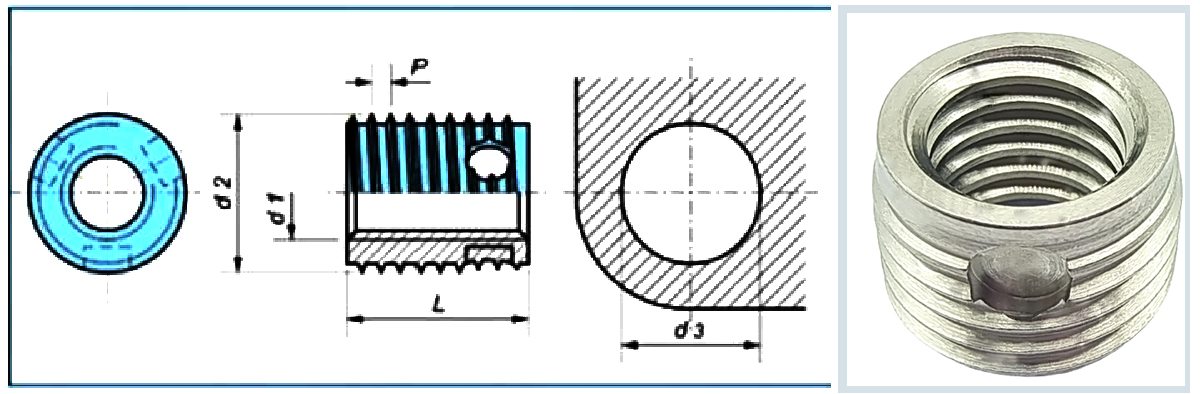
| मोडेल नम्बर | मेट्रिक थ्रेड | बाह्य थ्रेड | कुल लम्बाइ | लगभग प्वाल व्यास | खानी प्वालको गहिराई | |||
| d1 | d2 | P | एल | हल्का मिश्र धातु RM C.Iron प्लास्टिक | हल्का मिश्र धातु RM C.Iron हात प्लास्टिक | हल्का मिश्र धातु RM>350 C.Iron > 200HB पीतल | ||
| ३३७००३०... | M3 | ५ | ६ | ४ | ४,६-४,७ | ४,७-४,७ | ४,७-४,८ | ६ |
| ३३८००३०... | ६ | ८ | ||||||
| ३३७००३५... | M3.5 | ६ | ८ | ५ | ५,५-५,६ | ५,६-५,६ | ५,६-५,७ | ७ |
| ३३८००३५... | ८ | १० | ||||||
| ३३७००४०... | M4 | ६५ | ८ | ६ | ६,०-६,१ | ६,१-६,१ | ६,१-६,२ | ८ |
| ३३८००४०... | ८ | १० | ||||||
| ३३७००५०... | M5 | ८ | १ | ७ | ७,४-७,५ | ७,५-७,६ | ७.६-७,७ | ९ |
| ३३८००५०... | १० | १३ | ||||||
| ३३७००६०... | M6 | १० | १२५ | ८ | ९,३-९,४ | ९,४-९,५ | ९,५-९,६ | १० |
| ३३८००६०... | १२ | १५ | ||||||
| ३३७००८०... | M 8 | १२ | १५ | ९ | ११,१-११,२ | ११,२-११,३ | ११,३-११,५ | ११ |
| ३३८००८०... | १४ | १७ | ||||||
| ३३०७०१००... | M १० | १४ | १५ | १० | १३,१-१३,२ | १३,२-१३.३ | १३.३-१३,५ | १३ |
| ३३८०१००... | १८ | बाइस | ||||||
| ३३७०१२०... | M 12 | १६ | १७५ | १२ | १५,०-१५,१ | १५,१-१५,२ | १५.२-१५,४ | १५ |
| ३३८०१२०... | बाइस | २६ | ||||||
| ३३७०१४०... | M14 | १८ | २ | १४ | १७,०-१७,१ | १७,१-१७,२ | १७,२-१७,४ | १७ |
| ३३८०१४०... | चौबिस | २८ | ||||||
| ३३७०१६०... | M 16 | २० | २ | १४ | १९,०-१९,१ | १९,१-१९,२ | १९,२-१९,४ | १७ |
लेख नम्बर फेला पार्नको लागि उदाहरण:सेल्फ-ट्यापिङ थ्रेडेड इन्सर्ट FH to Works Standard 302 1 आन्तरिक थ्रेड A = M5 केस-कठोर, जस्ता प्लेटेड र नीलो प्यासिभेटेड स्टिलबाट बनेको : 307.000.050.110
सहिष्णुता:ISO 2768-m
थ्रेड:
आन्तरिक थ्रेड A: ISO 6H अनुसार
बाह्य थ्रेड E: FH मानक अनुसार
सामग्री
| लेख नं. (अङ्कको चौथो समूह)... ... ...110 | लेख नं. (अङ्कको चौथो समूह)... ... ...110 |
| केस-कठोर इस्पात, जस्ता-निकल प्लेटेड, पारदर्शी निष्क्रिय | लेख नं. (अङ्कको चौथो समूह)... ... ...१४३ |
| केस-कठोर स्टील, जस्ता प्लेटेड, पहेंलो क्रोमेटेड | लेख नं. (अङ्कको चौथो समूह)... ... ...१६०
|
| स्टेनलेस स्टील 14301 | लेख नं. (अङ्कको चौथो समूह)... ... ...400 |
| स्टेनलेस स्टील 14305 | लेख नं. (अङ्कको चौथो समूह)... ... ...५०० |
| स्टेनलेस स्टील 14401 | लेख नं. (अङ्कको चौथो समूह)... ... ...600 |
| ३.७०३५ को | लेख नं. (अङ्कको चौथो समूह) ... ... ...700 |
| पीतल
| लेख नं. (अङ्कको चौथो समूह)... ... ...800
|
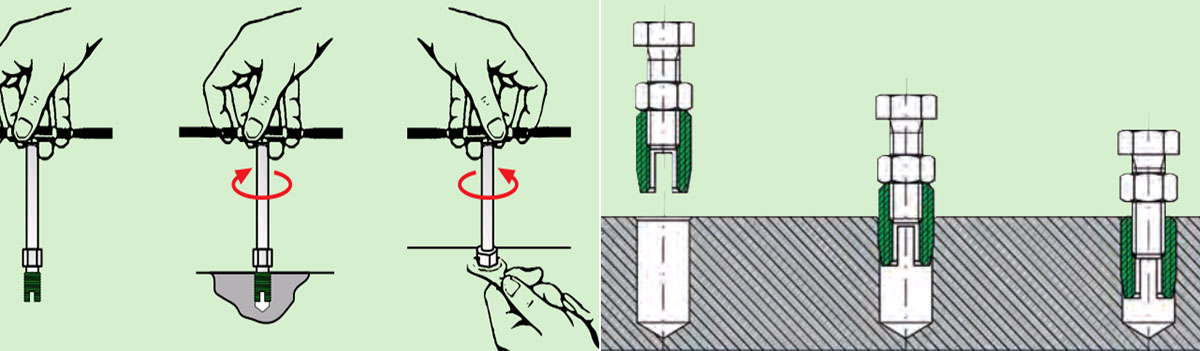
उत्पादन स्थापना चरणहरू
म्यानुअल स्थापना:
विशेष थ्रेड घुसाउनुहोस् स्थापना उपकरण प्रयोग गर्नुहोस्। विशेष सञ्चालन विधिको लागि तलको चित्रलाई सन्दर्भ गर्नुहोस्। चित्रमा उपकरणको अन्त्य एक चतुर्भुज टाउको हो जुन म्यानुअल ट्यापिंग रेन्चसँग जडान गर्न सकिन्छ।
बिजुली स्थापना:
1. वर्कपीसलाई ठ्याक्कै राख्नुहोस्, ताकि ड्रिलिंग र मेसिनहरू -स्पिन्डल अक्षीय रूपमा एकअर्कासँग समानान्तर हुन्छन् (झुक्दैनन्)। मेसिनलाई सही स्क्रू गहिराइ समायोजन गर्नुहोस् (वर्कपीस सतह मुनि लगभग ०.१ देखि ०.२ मिमी)।
2. मेसिन अपरेटिङ लीभर एक्चुएट। जब तपाइँ स्क्रिन सुरु गर्नुहुन्छ, उपकरणको रोटा टेबल बाहिरी बाहुला बाहिरी स्टप पिनहरूमा देखिने कुरासँग मिल्दोजुल्दो हुनुपर्दछ ताकि ती घडीको दिशामा -सँग लिइन्छ।
3. उपकरणमा सेल्फ ट्यापिङ थ्रेड इन्सर्ट थप्नुहोस् (तल अनुसार स्लट वा काट्ने प्वाल) र 2 देखि 4 टर्नहरू लामो समयसम्म होल्ड गर्नुहोस्।
4. मेशिन अपरेटिङ लिभरले काम गर्न जारी राख्नुहोस् र उपकरणलाई आफ्नो साथमा लिनुहोस् सेल्फ ट्यापिङ थ्रेड इन्सर्ट प्वालमा गाईड गर्नुहोस् जबसम्म सेल्फ ट्यापिङ थ्रेड इन्सर्ट बोरहोलमा नआएसम्म। अर्को टर्निङ फिड एक्च्युएसन बिना नै हुन्छ।
5. रिभर्समा स्विच गर्नुहोस् (प्रकार र यन्त्रमा निर्भर गर्दै यो स्वचालित रूपमा लिमिट स्विच वा डेप्थ खोजकर्ता प्रयोग गरेर बनाइन्छ)।
workpiece मा उपकरण को कडा अवतरण कुनै पनि लागत मा जोगिन; अन्यथा उपकरण र सेल्फ ट्यापिङ थ्रेड इन्सर्टको लागि टुट्ने जोखिम अवस्थित छ। थप रूपमा, सेल्फ ट्यापिङ थ्रेड इन्सर्टको प्ले-फ्री टाइट फिट नष्ट हुन्छ र पुल-आउट बल कम हुन्छ। screwing गति आवश्यक गति समायोजित गर्न आवश्यक हुन सक्छ स्विचओभर समय समायोजित गर्न सकिन्छ।