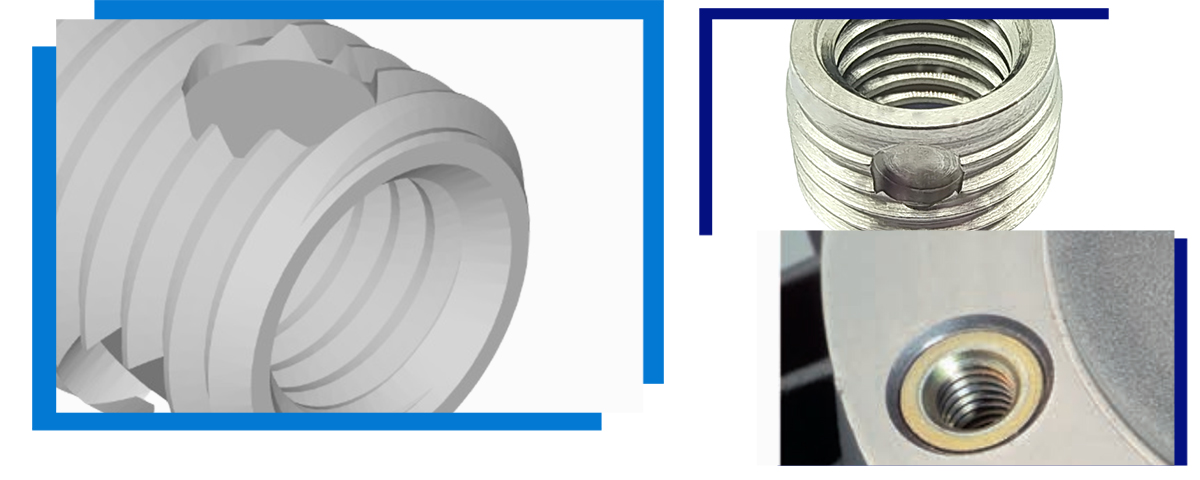
Selvskjærende trådinnsats













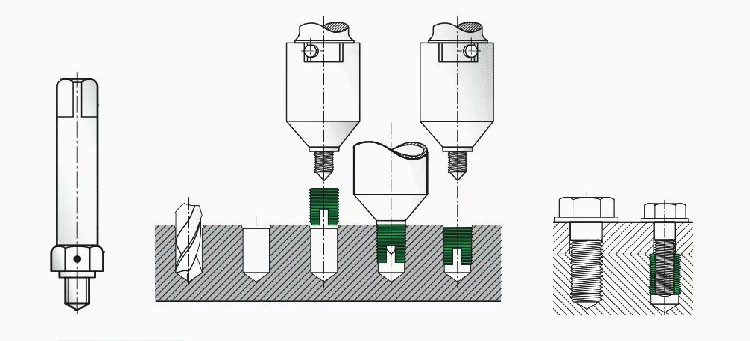
307-serien Selvskjærende gjengeinnsats med skjærehull
337-serien selvskjærende gjengeinnsatser for blinde hull
337/338-serien er spesialdesignet for bruk i situasjoner der kuttet ikke får falle ned i hullet, så de tre kuttehullene er blinde hull. For flenser er kodenavnet 337/338H. Hvis bunnenden er lukket, brukes koden 357/358.
Egenskaper til selvskjærende trådinnsats:
1. Den selvskjærende gjengeinnsatsen har evnen til selvskjæring og automatisk sponfjerning, og grunnmaterialet trenger ikke å fortappes.
2. Den selvskjærende gjengeinnsatsen har stor kontaktflate med det ferdige produktet og tåler sterk strekkkraft. Materialer med lav styrke kan brukes i produktdesign.
3. Den selvskjærende skrueinnsatsen har en reparerende effekt på modergjengen til den ødelagte tannen, og ved å bruke en slisset selvgjengende skrueinnsats kan du fortsette å bruke den samme skruen
4. Den selvskjærende gjengeinnsatsen har utmerket lufttetthet og støtmotstand, noe som kan forhindre løsnede og forbedre forbindelsesstyrken med basismaterialet.
5. Installasjonen av selvskjærende gjengeinnsats er enkel og rask, krever bare ett monteringsverktøy, med lav pris og nesten ingen defektrate.
Egenskaper til selvskjærende gjengeinnsats
| Produktnavn | 337 series Selvskjærende gjengeinnsats |
| Materiale | Stål Zn/SUS303/Tilpasset |
| Overflatefarge | Galvanisert/Naturlig farge |
| Galvanisering: gul/blå/farget | |
| Trådtype | Metrisk, Inc. UNC, UNF |
| Modellnummer | M3-M24/Tilpasset |
| Funksjon | Montering, gjengeforbindelse/feste/ombygging |
| Reliabilitetstest | Mekaniske dimensjoner, hardhetstest. saltspray utholdenhetstest |
Tabell over dimensjoner for 337-serien selvskjærende gjengeinnsatser
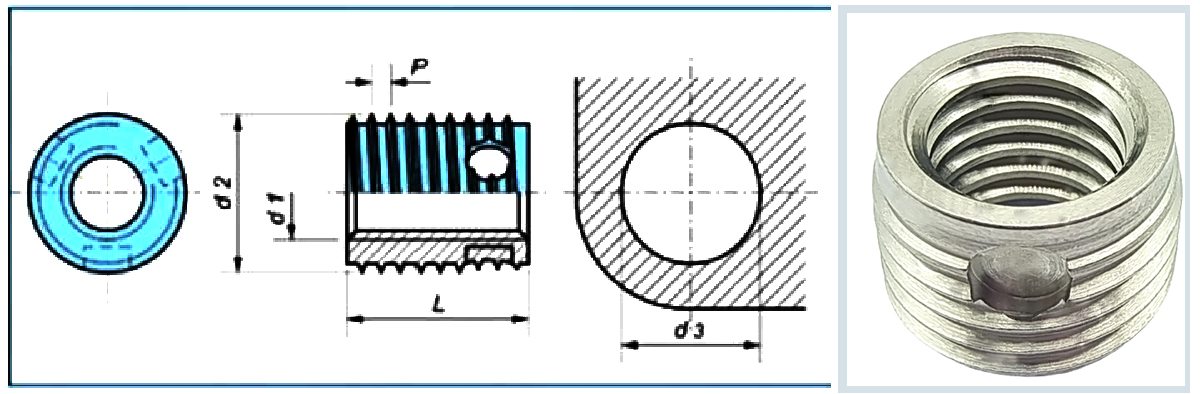
| Modellnummer | Metrisk Tråd | Utvendig Tråd | Total Lengde | CA HUL DIAMETER | Gruvehullsdybde | |||
| d1 | d2 | P | L | Lettlegering RM C. Jern Plast | Lettmetall RM C. Jern Hånd plast | Lettlegering RM>350 C. Jern >200HB Messing | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3,5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7,6-7,7 | 9 |
| 3380050... | 10 | 1. 3 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | M 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | M 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13,3 | 13,3-13,5 | 1. 3 |
| 3380100... | 18 | tjueto | ||||||
| 3370120... | M 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15,2-15,4 | 15 |
| 3380120... | tjueto | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | tjuefire | 28 | ||||||
| 3370160... | M 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Eksempel for å finne artikkelnummeret:Selvskjærende gjengeinnsats FH til Works Standard 302 1 med innvendig gjenge A = M5 laget av kasseherdet , sinkbelagt og blåpassivert stål : 307.000.050.110
Toleranse:ISO 2768-m
Tråd:
Innvendig gjenge A: i henhold til ISO 6H
Utvendig gjenge E: i henhold til FH-standard
Materialer
| Artikkelnr. (fjerde gruppe med sifre)... ... ...110 | Artikkelnr. (fjerde gruppe med sifre)... ... ...110 |
| Case-herdet stål, sink-nikkel belagt, transparent passivert | Artikkelnr. (fjerde gruppe med sifre)... ... ...143 |
| Case-herdet stål, sinkbelagt, gulkromatert | Artikkelnr. (fjerde gruppe med sifre)... ... ...160
|
| Rustfritt stål 14301 | Artikkelnr. (fjerde gruppe med sifre)... ... ...400 |
| Rustfritt stål 14305 | Artikkelnr. (fjerde gruppe med sifre)... ... ...500 |
| Rustfritt stål 14401 | Artikkelnr. (fjerde gruppe med sifre)... ... ...600 |
| Av 3,7035 | Artikkelnr. (fjerde gruppe med sifre)... ... ...700 |
| Messing
| Artikkelnr. (fjerde gruppe med sifre)... ... ...800
|
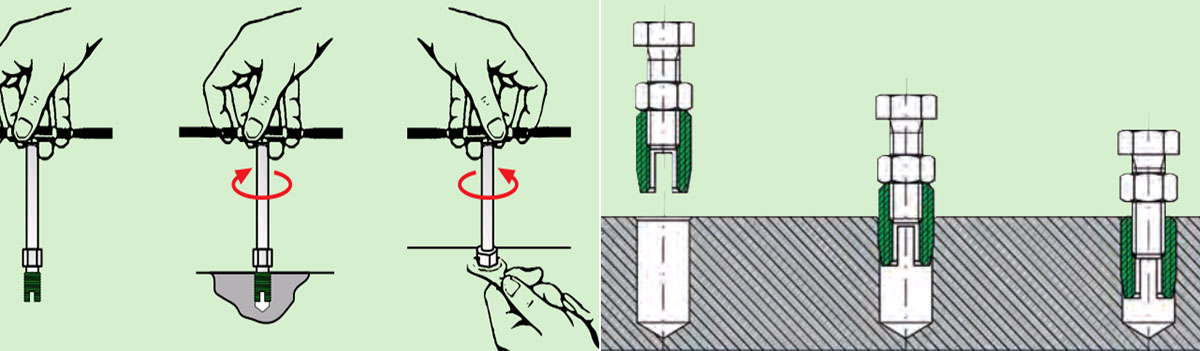
Produktinstallasjonstrinn
Manuell installasjon:
Bruk det spesielle monteringsverktøyet for trådinnsats. Se figuren nedenfor for den spesifikke operasjonsmetoden. Enden av verktøyet i figuren er et firkantet hode som kan kobles sammen med en manuell tappenøkkel.
Elektrisk installasjon:
1. Plasser arbeidsstykket nøyaktig slik at boring og maskiner -spindel ligger aksialt parallelt med hverandre (ikke vipp). Maskin til nøyaktig skruedybdejustering (ca. 0,1 til 0,2 mm under arbeidsstykkets overflate).
2. Betjen maskinens betjeningsspak. Når du begynner å skru inn, skal rotabords ytre hylse på verktøyet være på linje med det som er synlig på de utvendige stopppinnene slik at de av disse med klokken med -tas.
3. Legg til selvskjærende gjengeinnsats i verktøyet (spor eller skjærehull i henhold til bunnen) og 2 til 4 omdreininger holder lenge.
4. Maskinbetjeningsspaken fortsett å operere og ta med deg verktøyet. Før den selvskjærende gjengeinnsatsen til hullet til den selvskjærende gjengeinnsatsen kommer inn i borehullet skjærer inn. Den videre dreiingen skjer uten mateaktivering.
5. Slå på revers (avhengig av type og enheten er konstruert dette automatisk ved hjelp av en endebryter eller dybdesøker).
Unngå hard landing av verktøyet på arbeidsstykket for enhver pris; ellers eksisterer Fare for brudd for verktøy og selvskjærende gjengeinnsats. I tillegg ødelegges den lekefrie tette passformen til den selvskjærende gjengeinnsatsen og uttrekksstyrken reduseres. Det kan hende at skruhastigheten må justeres til ønsket hastighet. Omkoblingstiden kan justeres.