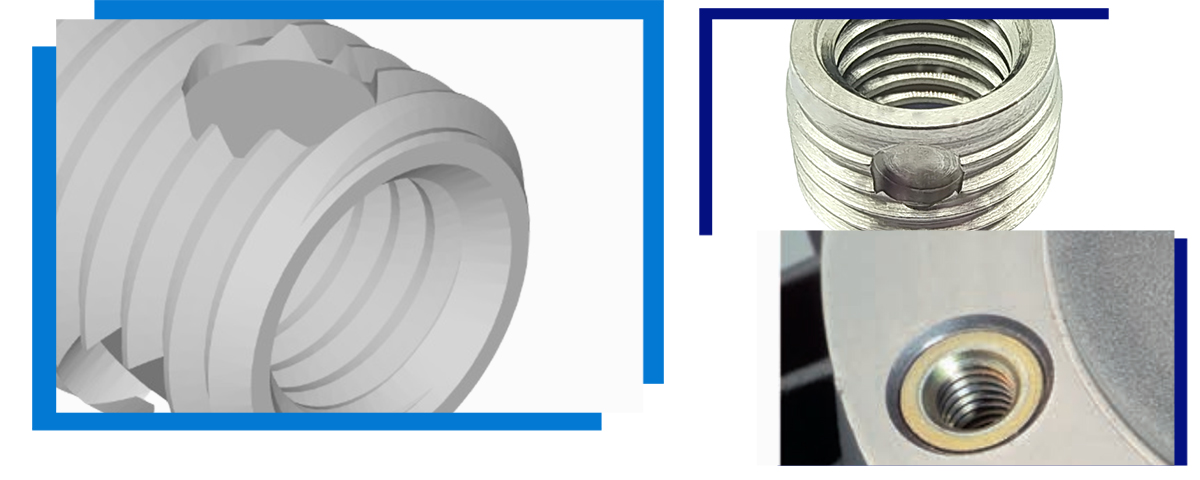
ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਸੰਮਿਲਿਤ ਕਰੋ













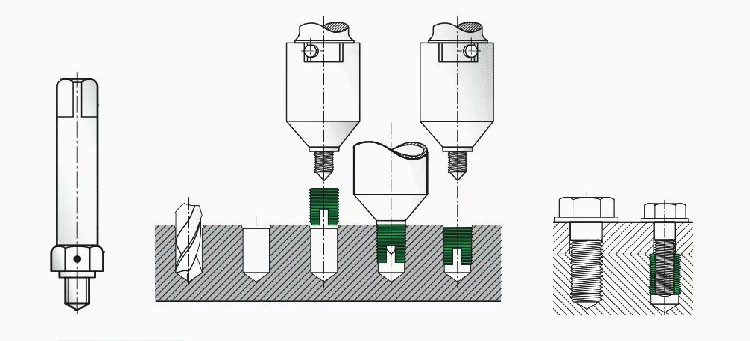
ਕਟਿੰਗ ਹੋਲ ਦੇ ਨਾਲ 307 ਸੀਰੀਜ਼ ਸੈਲਫ ਟੈਪਿੰਗ ਕਟਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟ
ਅੰਨ੍ਹੇ ਛੇਕ ਲਈ 337 ਸੀਰੀਜ਼ ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟਸ
337/338 ਸੀਰੀਜ਼ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਅਜਿਹੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਵਰਤੋਂ ਲਈ ਤਿਆਰ ਕੀਤੀ ਗਈ ਹੈ ਜਿੱਥੇ ਕਟਿੰਗ ਨੂੰ ਮੋਰੀ ਵਿੱਚ ਡਿੱਗਣ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ, ਇਸਲਈ ਤਿੰਨ ਕੱਟਣ ਵਾਲੇ ਮੋਰੀ ਅੰਨ੍ਹੇ ਹੋਲ ਹਨ। ਫਲੈਂਜਾਂ ਲਈ ਕੋਡ ਨਾਮ 337/338H ਹੈ। ਜੇ ਹੇਠਾਂ ਵਾਲਾ ਸਿਰਾ ਬੰਦ ਹੈ, ਤਾਂ ਕੋਡ 357/358 ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ।
ਸਵੈ-ਟੈਪਿੰਗ ਥ੍ਰੈਡ ਸੰਮਿਲਿਤ ਕਰਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
1. ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਸੰਮਿਲਨ ਵਿੱਚ ਸਵੈ-ਟੈਪਿੰਗ ਅਤੇ ਆਟੋਮੈਟਿਕ ਚਿੱਪ ਹਟਾਉਣ ਦੀ ਸਮਰੱਥਾ ਹੈ, ਅਤੇ ਅਧਾਰ ਸਮੱਗਰੀ ਨੂੰ ਪਹਿਲਾਂ ਤੋਂ ਟੈਪ ਕਰਨ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ।
2. ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਸੰਮਿਲਨ ਵਿੱਚ ਤਿਆਰ ਉਤਪਾਦ ਦੇ ਨਾਲ ਇੱਕ ਵੱਡੀ ਸੰਪਰਕ ਸਤਹ ਹੈ ਅਤੇ ਮਜ਼ਬੂਤ ਤਣਸ਼ੀਲ ਸ਼ਕਤੀ ਦਾ ਸਾਮ੍ਹਣਾ ਕਰ ਸਕਦੀ ਹੈ। ਉਤਪਾਦ ਡਿਜ਼ਾਈਨ ਵਿੱਚ ਘੱਟ ਤਾਕਤ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ।
3. ਸਵੈ-ਟੈਪਿੰਗ ਸਕ੍ਰੂ ਸੰਮਿਲਨ ਦਾ ਟੁੱਟੇ ਹੋਏ ਦੰਦ ਦੇ ਮਦਰ ਥਰਿੱਡ 'ਤੇ ਮੁਰੰਮਤ ਕਰਨ ਵਾਲਾ ਪ੍ਰਭਾਵ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇੱਕ ਸਲਾਟਡ ਸਵੈ-ਟੈਪਿੰਗ ਪੇਚ ਸੰਮਿਲਿਤ ਕਰਨ ਨਾਲ ਉਸੇ ਪੇਚ ਦੀ ਵਰਤੋਂ ਜਾਰੀ ਰੱਖੀ ਜਾ ਸਕਦੀ ਹੈ।
4. ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਸੰਮਿਲਨ ਵਿੱਚ ਸ਼ਾਨਦਾਰ ਏਅਰਟਾਈਟਨੇਸ ਅਤੇ ਸਦਮਾ ਪ੍ਰਤੀਰੋਧ ਹੈ, ਜੋ ਢਿੱਲੀ ਹੋਣ ਤੋਂ ਰੋਕ ਸਕਦਾ ਹੈ ਅਤੇ ਬੇਸ ਸਮੱਗਰੀ ਨਾਲ ਕੁਨੈਕਸ਼ਨ ਦੀ ਤਾਕਤ ਨੂੰ ਬਿਹਤਰ ਬਣਾ ਸਕਦਾ ਹੈ।
5. ਸਵੈ-ਟੈਪਿੰਗ ਥ੍ਰੈੱਡ ਇਨਸਰਟ ਇੰਸਟਾਲੇਸ਼ਨ ਸਧਾਰਨ ਅਤੇ ਤੇਜ਼ ਹੈ, ਜਿਸ ਲਈ ਸਿਰਫ਼ ਇੱਕ ਅਸੈਂਬਲੀ ਟੂਲ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਘੱਟ ਲਾਗਤ ਅਤੇ ਲਗਭਗ ਕੋਈ ਨੁਕਸ ਦਰ ਨਹੀਂ ਹੁੰਦੀ।
ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਸੰਮਿਲਿਤ ਕਰਨ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
| ਉਤਪਾਦ ਦਾ ਨਾਮ | 337 ਸੀਰੀਜ਼ ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਸੰਮਿਲਿਤ ਕਰੋ |
| ਸਮੱਗਰੀ | ਸਟੀਲ Zn/SUS303/ਕਸਟਮਾਈਜ਼ਡ |
| ਸਤਹ ਦਾ ਰੰਗ | ਗੈਲਵੇਨਾਈਜ਼ਡ/ਕੁਦਰਤੀ ਰੰਗ |
| ਗੈਲਵਨਾਈਜ਼ਿੰਗ: ਪੀਲਾ/ਨੀਲਾ/ਰੰਗਦਾਰ | |
| ਥਰਿੱਡ ਦੀ ਕਿਸਮ | ਮੈਟ੍ਰਿਕ, ਇੰਕ UNC, UNF |
| ਮਾਡਲ ਨੰਬਰ | M3-M24/ਵਿਉਂਤਬੱਧ |
| ਫੰਕਸ਼ਨ | ਅਸੈਂਬਲੀ, ਥਰਿੱਡਡ ਕੁਨੈਕਸ਼ਨ/ਫਾਸਟਨਿੰਗ/ਕਨਵਰਜ਼ਨ |
| ਭਰੋਸੇਯੋਗਤਾ ਟੈਸਟ | ਮਕੈਨੀਕਲ ਮਾਪ, ਕਠੋਰਤਾ ਟੈਸਟ. ਲੂਣ ਸਪਰੇਅ ਸਹਿਣਸ਼ੀਲਤਾ ਟੈਸਟ |
337 ਸੀਰੀਜ਼ ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡਡ ਇਨਸਰਟਸ ਲਈ ਮਾਪਾਂ ਦੀ ਸਾਰਣੀ
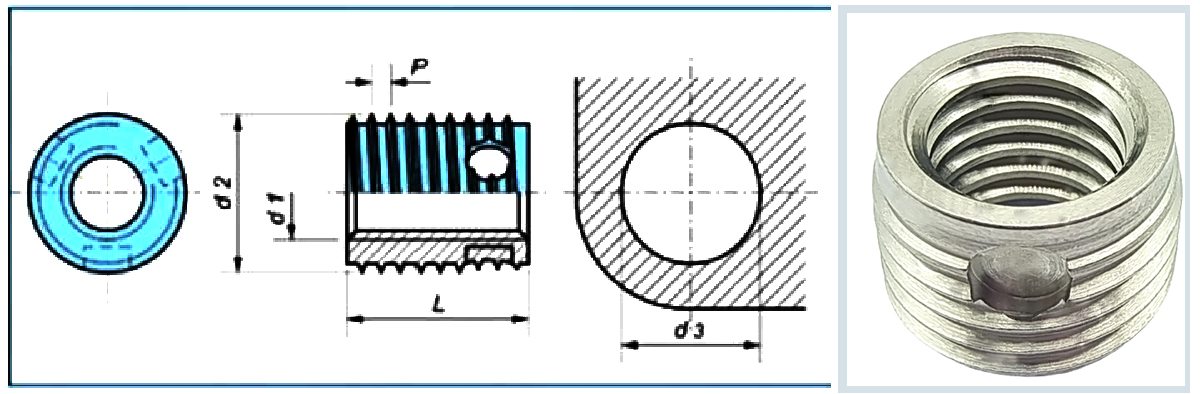
| ਮਾਡਲ ਨੰਬਰ | ਮੈਟ੍ਰਿਕ ਥਰਿੱਡ | ਬਾਹਰੀ ਥਰਿੱਡ | ਕੁੱਲ ਲੰਬਾਈ | ਲਗਭਗ ਮੋਰੀ ਵਿਆਸ | ਮਾਈਨ ਹੋਲ ਡੂੰਘਾਈ | |||
| d1 | d2 | ਪੀ | ਐੱਲ | ਹਲਕਾ ਮਿਸ਼ਰਤ RM C. ਆਇਰਨ ਪਲਾਸਟਿਕ | ਹਲਕਾ ਮਿਸ਼ਰਤ RM C. ਆਇਰਨ ਹੱਥ ਪਲਾਸਟਿਕ | ਲਾਈਟ ਅਲਾਏ RM>350 C. ਆਇਰਨ > 200HB ਪਿੱਤਲ | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7.6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | ਮ 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | ਮ 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13.3 | 13.3-13,5 | 13 |
| 3380100... | 18 | ਬਾਈ | ||||||
| 3370120... | ਮ 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15,4 | 15 |
| 3380120... | ਬਾਈ | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | ਚੌਵੀ | 28 | ||||||
| 3370160... | ਮ 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
ਲੇਖ ਨੰਬਰ ਲੱਭਣ ਲਈ ਉਦਾਹਰਨ:ਅੰਦਰੂਨੀ ਥਰਿੱਡ A = M5 ਦੇ ਨਾਲ ਵਰਕਸ ਸਟੈਂਡਰਡ 302 1 ਵਿੱਚ ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡਡ ਇਨਸਰਟ ਐੱਫ.
ਸਹਿਣਸ਼ੀਲਤਾ:ISO 2768-m
ਥ੍ਰੈੱਡ:
ਅੰਦਰੂਨੀ ਥਰਿੱਡ A: ISO 6H ਦੇ ਅਨੁਸਾਰ
ਬਾਹਰੀ ਧਾਗਾ E: FH ਮਿਆਰ ਦੇ ਅਨੁਸਾਰ
ਸਮੱਗਰੀ
| ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...110 | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...110 |
| ਕੇਸ-ਕਠੋਰ ਸਟੀਲ, ਜ਼ਿੰਕ-ਨਿਕਲ ਪਲੇਟਿਡ, ਪਾਰਦਰਸ਼ੀ ਪੈਸੀਵੇਟਿਡ | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...143 |
| ਕੇਸ-ਕਠੋਰ ਸਟੀਲ, ਜ਼ਿੰਕ ਪਲੇਟਿਡ, ਪੀਲਾ ਕ੍ਰੋਮੇਟਿਡ | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...160
|
| ਸਟੇਨਲੈੱਸ ਸਟੀਲ 14301 | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...400 |
| ਸਟੇਨਲੈੱਸ ਸਟੀਲ 14305 | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...500 |
| ਸਟੇਨਲੈੱਸ ਸਟੀਲ 14401 | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...600 |
| 3.7035 ਦਾ ਹੈ | ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...700 |
| ਪਿੱਤਲ
| ਲੇਖ ਨੰ. (ਅੰਕਾਂ ਦਾ ਚੌਥਾ ਸਮੂਹ)... ... ...800
|
ਉਤਪਾਦ ਸਥਾਪਨਾ ਦੇ ਪੜਾਅ
ਮੈਨੁਅਲ ਇੰਸਟਾਲੇਸ਼ਨ:
ਵਿਸ਼ੇਸ਼ ਥ੍ਰੈਡ ਇਨਸਰਟ ਇੰਸਟਾਲੇਸ਼ਨ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਖਾਸ ਓਪਰੇਸ਼ਨ ਵਿਧੀ ਲਈ ਹੇਠਾਂ ਦਿੱਤੇ ਚਿੱਤਰ ਨੂੰ ਵੇਖੋ। ਚਿੱਤਰ ਵਿੱਚ ਟੂਲ ਦਾ ਅੰਤ ਇੱਕ ਚਤੁਰਭੁਜ ਸਿਰ ਹੈ ਜਿਸਨੂੰ ਇੱਕ ਮੈਨੂਅਲ ਟੈਪਿੰਗ ਰੈਂਚ ਨਾਲ ਜੋੜਿਆ ਜਾ ਸਕਦਾ ਹੈ।
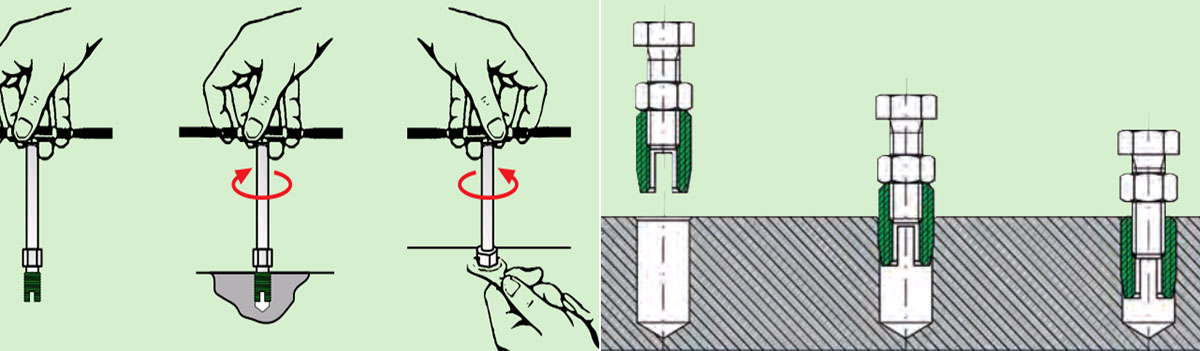
ਇਲੈਕਟ੍ਰਿਕ ਇੰਸਟਾਲੇਸ਼ਨ:
1. ਵਰਕਪੀਸ ਨੂੰ ਬਿਲਕੁਲ ਠੀਕ ਰੱਖੋ, ਤਾਂ ਕਿ ਡ੍ਰਿਲਿੰਗ ਅਤੇ ਮਸ਼ੀਨਾਂ -ਸਪਿੰਡਲ ਧੁਰੇ ਨਾਲ ਇੱਕ ਦੂਜੇ ਦੇ ਸਮਾਨਾਂਤਰ ਲੇਟ ਹੋਣ (ਝੁਕੋ ਨਾ)। ਮਸ਼ੀਨ ਸਹੀ ਪੇਚ ਦੀ ਡੂੰਘਾਈ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਵੇ (ਵਰਕਪੀਸ ਦੀ ਸਤ੍ਹਾ ਦੇ ਹੇਠਾਂ ਲਗਭਗ 0.1 ਤੋਂ 0.2 ਮਿਲੀਮੀਟਰ)।
2. ਮਸ਼ੀਨ ਓਪਰੇਟਿੰਗ ਲੀਵਰ ਐਕਚੁਏਟ। ਜਦੋਂ ਤੁਸੀਂ ਅੰਦਰ ਪੇਚ ਕਰਨਾ ਸ਼ੁਰੂ ਕਰਦੇ ਹੋ, ਤਾਂ ਟੂਲ ਦੀ ਰੋਟਾ ਟੇਬਲ ਦੀ ਬਾਹਰੀ ਸਲੀਵ ਬਾਹਰਲੇ ਸਟਾਪ ਪਿੰਨਾਂ 'ਤੇ ਦਿਖਾਈ ਦੇਣ ਵਾਲੇ ਸਮਾਨ ਦੇ ਅਨੁਸਾਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਤਾਂ ਜੋ ਇਹਨਾਂ ਵਿੱਚੋਂ ਉਹਨਾਂ ਨੂੰ - ਨਾਲ ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਲਿਆ ਜਾ ਸਕੇ।
3. ਟੂਲ ਵਿੱਚ ਸਵੈ-ਟੈਪਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟ (ਤਲ ਦੇ ਅਨੁਸਾਰ ਸਲਾਟ ਜਾਂ ਕੱਟਣ ਵਾਲਾ ਮੋਰੀ) ਸ਼ਾਮਲ ਕਰੋ ਅਤੇ 2 ਤੋਂ 4 ਵਾਰੀ ਲੰਬੇ ਸਮੇਂ ਲਈ ਹੋਲਡ ਕਰੋ।
4. ਮਸ਼ੀਨ ਓਪਰੇਟਿੰਗ ਲੀਵਰ ਕੰਮ ਕਰਨਾ ਜਾਰੀ ਰੱਖੋ ਅਤੇ ਟੂਲ ਨੂੰ ਆਪਣੇ ਨਾਲ ਲੈ ਜਾਓ ਜਦੋਂ ਤੱਕ ਸੈਲਫ ਟੈਪਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟ ਬੋਰਹੋਲ ਵਿੱਚ ਨਹੀਂ ਆ ਜਾਂਦਾ ਉਦੋਂ ਤੱਕ ਸੇਲਫ ਟੈਪਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟ ਨੂੰ ਗਾਈਡ ਕਰੋ।
5. ਰਿਵਰਸ 'ਤੇ ਸਵਿੱਚ ਕਰੋ (ਕਿਸਮ ਅਤੇ ਡਿਵਾਈਸ 'ਤੇ ਨਿਰਭਰ ਕਰਦੇ ਹੋਏ ਇਸਨੂੰ ਇੱਕ ਸੀਮਾ ਸਵਿੱਚ ਜਾਂ ਡੂੰਘਾਈ ਖੋਜਕਰਤਾ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਆਪਣੇ ਆਪ ਹੀ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ)।
ਵਰਕਪੀਸ ਉੱਤੇ ਟੂਲ ਦੀ ਹਾਰਡ ਲੈਂਡਿੰਗ ਹਰ ਕੀਮਤ 'ਤੇ ਬਚੋ; ਨਹੀਂ ਤਾਂ ਟੂਲਸ ਅਤੇ ਸੈਲਫ ਟੈਪਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟ ਲਈ ਟੁੱਟਣ ਦਾ ਜੋਖਮ ਮੌਜੂਦ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਸੈਲਫ ਟੈਪਿੰਗ ਥਰਿੱਡ ਇਨਸਰਟ ਦਾ ਪਲੇ-ਫ੍ਰੀ ਟਾਈਟ ਫਿੱਟ ਨਸ਼ਟ ਹੋ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪੁੱਲ-ਆਊਟ ਤਾਕਤ ਘਟ ਜਾਂਦੀ ਹੈ। screwing ਦੀ ਗਤੀ ਨੂੰ ਲੋੜੀਂਦੇ ਸਪੀਡ ਲਈ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੋ ਸਕਦੀ ਹੈ ਸਵਿਚਓਵਰ ਟਾਈਮ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ.