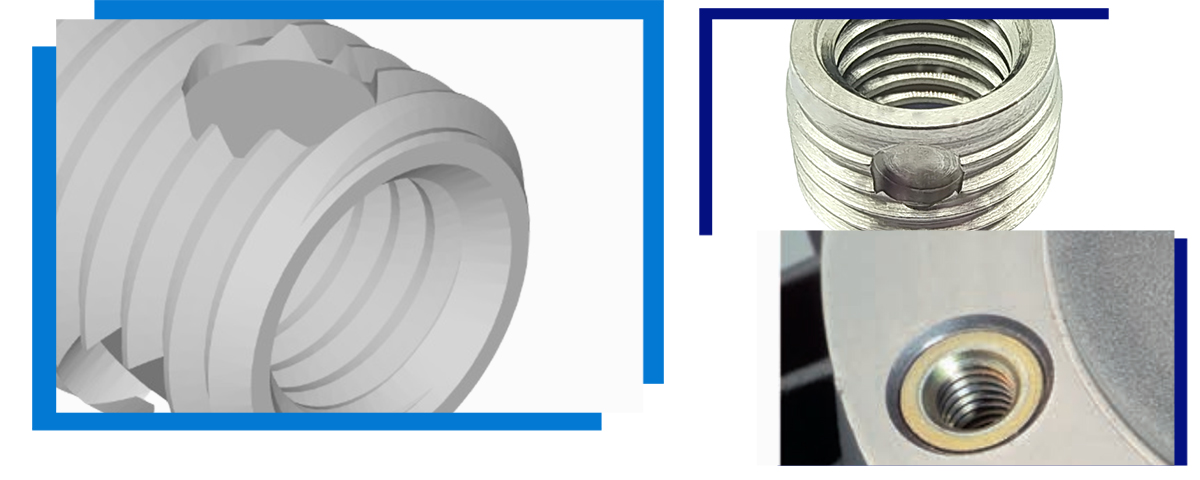
Уметак навоја са самоурезним навојем













307 серија Самоурезни уметак за сечење са рупом за сечење
Самоурезни навојни умеци серије 337 за слепе рупе
Серија 337/338 је специјално дизајнирана за употребу у ситуацијама када сечење не сме да падне у рупу, тако да су три рупе за сечење слепе рупе. Кодни назив за прирубнице је 337/338Х. Ако је доњи крај затворен, користи се шифра 357/358.
Карактеристике уметка навоја за самопрезивање:
1. Уметак са навојем за самопрезивање има могућност самоурезивања и аутоматског уклањања струготине, а основни материјал не мора претходно да се урезује.
2. Уметак навоја за самопрезивање има велику контактну површину са готовим производом и може издржати јаку затезну силу. Материјали мале чврстоће могу се користити у дизајну производа.
3. Уметак самоурезног завртња има ефекат поправљања матичног навоја сломљеног зуба, а коришћењем уметка за самоурезни шраф можете наставити да користите исти вијак
4. Уметак навоја за самопрезивање има одличну непропусност и отпорност на ударце, што може спречити отпуштање и побољшати чврстоћу везе са основним материјалом.
5. Инсталација уметка навоја за самопрезивање је једноставна и брза, захтева само један алат за монтажу, са ниском ценом и скоро да нема кварова.
Карактеристике уметка навоја за самопрезивање
| Назив производа | 337 серија Самоурезни навојни уметак |
| Материјал | Челик Зн/СУС303/Прилагођено |
| Боја површине | Поцинкована/природна боја |
| Галванизација: жута/плава/обојена | |
| Врста нити | Метриц, Инц УНЦ, УНФ |
| Број модела | М3-М24/Прилагођено |
| Функција | Монтажа, навојна веза/причвршћивање/конверзија |
| Поузданост теста | Механичке димензије, испитивање тврдоће. тест издржљивости сланог спреја |
Табела димензија за самоурезне навојне уметке серије 337
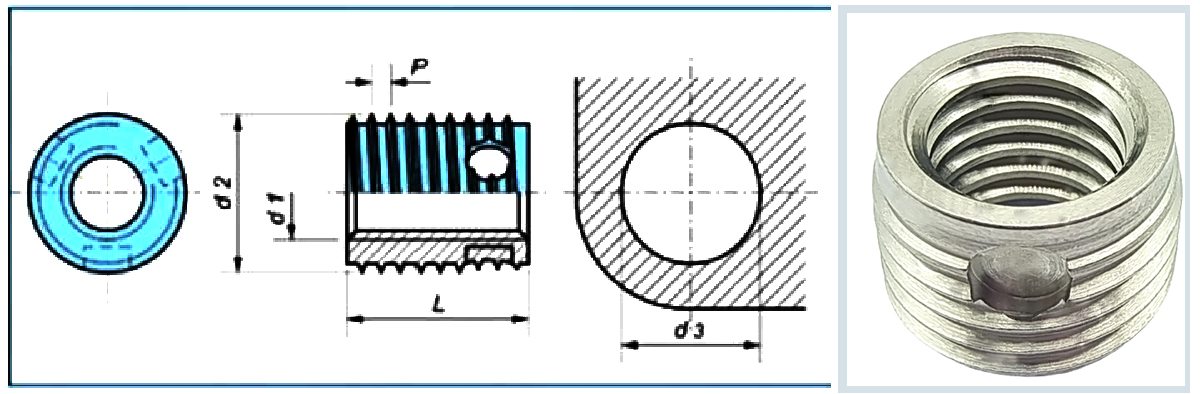
| Број модела | Метриц Тхреад | Екстерни Тхреад | Укупно Дужина | ПРИБЛИЖАН ПРЕЧНИК РУПА | Дубина рупе | |||
| д1 | д2 | П | Л | Лака легура РМ Ц.Гвожђе Пластика | Лаке легуре РМ Ц.Гвожђе Ханд Пластиц | Лаке легуре РМ>350 Ц.Гвожђе >200ХБ Месинг | ||
| 3370030... | М3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | М3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | М4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | М5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7.6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | М6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | М 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | М 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13.3 | 13.3-13,5 | 13 |
| 3380100... | 18 | двадесет два | ||||||
| 3370120... | М 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15,4 | 15 |
| 3380120... | двадесет два | 26 | ||||||
| 3370140... | М14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | двадесет четири | 28 | ||||||
| 3370160... | М 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Пример за проналажење броја артикла:Самоурезни навојни уметак ФХ према Воркс Стандарду 302 1 са унутрашњим навојем А = М5 од каљеног, поцинкованог и плаво пасивираног челика: 307.000.050.110
Толеранција:ИСО 2768-м
Тема:
Унутрашњи навој А: према ИСО 6Х
Спољни навој Е: према ФХ стандарду
Материјали
| Чланак бр. (четврта група цифара)... ... ...110 | Чланак бр. (четврта група цифара)... ... ...110 |
| Челик каљен у кућишту, поцинковано никловано, провидно пасивирано | Чланак бр. (четврта група цифара)... ... ...143 |
| Челик каљен у кућишту, поцинчан, жуто хромиран | Чланак бр. (четврта група цифара)... ... ...160
|
| Нерђајући челик 14301 | Чланак бр. (четврта група цифара)... ... ...400 |
| Нерђајући челик 14305 | Чланак бр. (четврта група цифара)... ... ...500 |
| Нерђајући челик 14401 | Чланак бр. (четврта група цифара)... ... ...600 |
| Од 3.7035 | Чланак бр. (четврта група цифара)... ... ...700 |
| Месинг
| Чланак бр. (четврта група цифара)... ... ...800
|
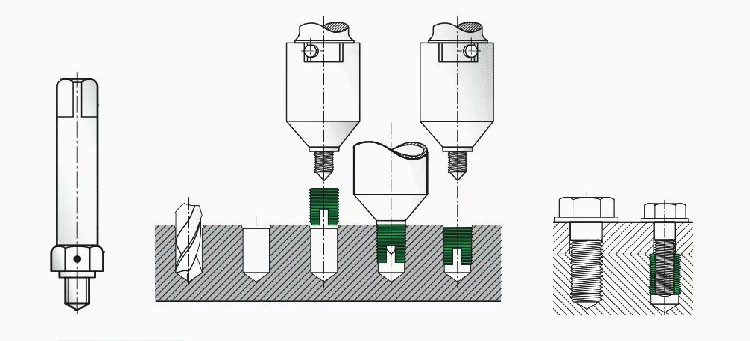
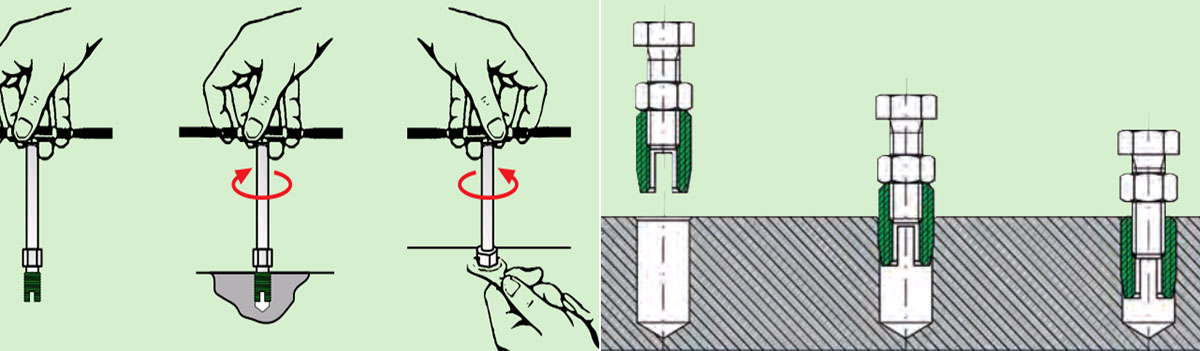
Кораци инсталације производа
Ручна инсталација:
Користите посебан алат за уградњу уметка навоја. За конкретан начин рада погледајте слику испод. Крај алата на слици је четвороугаона глава која се може спојити ручним кључем за урезивање.
Електрична инсталација:
1. Тачно позиционирајте радни предмет, тако да бушење и машине -вретено леже аксијално паралелно једна на другу (не нагињати). Машину подесити на тачну дубину увртања (приближно 0,1 до 0,2 мм испод површине радног предмета).
2. Активирајте ручну полугу машине. Када почнете да завртите, спољна чаура алата за окретање стола мора бити у линији са оним што је видљиво на спољним зауставним иглицама тако да се они од ових у смеру казаљке на сату са -узимају.
3. Додајте уметак навоја за самоурезивање у алат (прорез или отвор за сечење према дну) и 2 до 4 окрета држите дуго.
4. Ручица за управљање машине наставља да ради и понесите алат са собом. Водите уметак самоурезног навоја до отвора све док уметак за самоурезни навој не уђе у бушотину. Даље окретање се одвија без активирања увлачења.
5. Укључите рикверц (у зависности од типа и уређаја који је аутоматски конструисан помоћу граничног прекидача или мерача дубине).
По сваку цену избегавајте тврдо слетање алата на радни предмет; у супротном постоји опасност од лома алата и самоурезног навоја. Поред тога, чврсто приањање уметка навоја за самоурезивање је уништено и снага извлачења је смањена. Брзину завртања можда ће бити потребно подесити на потребну брзину. Време преласка се може подесити.