Självgängande gänginsats













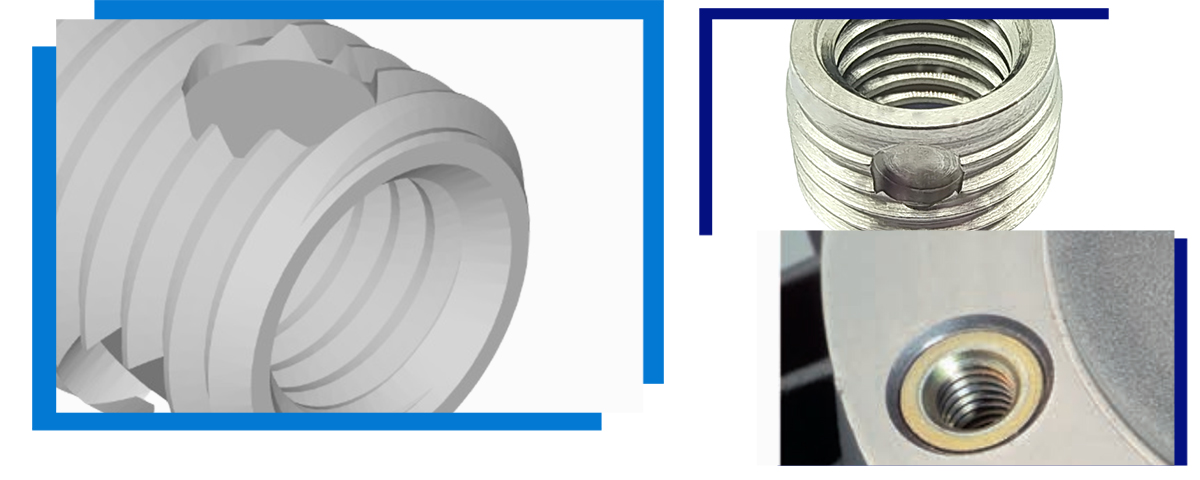
307-serien Självgängande gänginsats med skärhål
337-serien självgängande gänginsatser för blinda hål
337/338-serien är speciellt utformad för användning i situationer där skäret inte får falla ner i hålet, så de tre skärhålen är blinda hål. För flänsar är kodnamnet 337/338H. Om den nedre änden är stängd används koden 357/358.
Egenskaper för självgängande gänginsats:
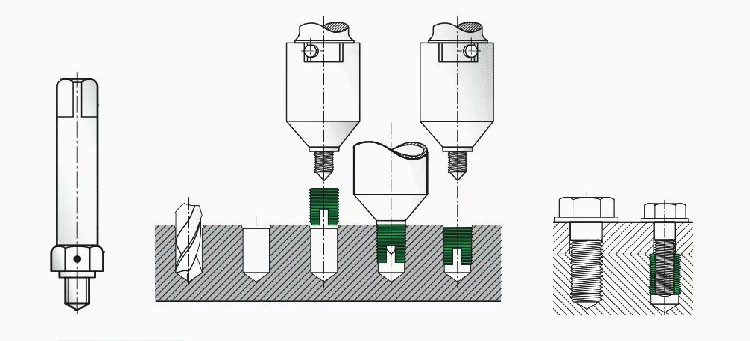
1. Den självgängande gänginsatsen har förmågan till självgängande och automatisk spånborttagning, och basmaterialet behöver inte förgängas.
2. Den självgängande gänginsatsen har en stor kontaktyta med den färdiga produkten och tål stark dragkraft. Låghållfasta material kan användas i produktdesign.
3. Den självgängande skruvinsatsen har en reparerande effekt på modergängan på den trasiga tanden, och med en slitsad självgängande skruvinsats kan du fortsätta använda samma skruv
4. Den självgängande gänginsatsen har utmärkt lufttäthet och stöttålighet, vilket kan förhindra lossning och förbättra anslutningshållfastheten med basmaterialet.
5. Installationen av självgängande gänginsats är enkel och snabb, kräver endast ett monteringsverktyg, med låg kostnad och nästan ingen defektfrekvens.
Egenskaper hos självgängande gänginsats
| Produktnamn | 337-serien Självgängande gänginsats |
| Material | Stål Zn/SUS303/Anpassad |
| Ytfärg | Galvaniserad/Naturlig färg |
| Galvanisering: gul/blå/färgad | |
| Typ av tråd | Metric, Inc UNC, UNF |
| Modellnummer | M3-M24/Anpassad |
| Fungera | Montering, gänganslutning/infästning/ombyggnad |
| Pålitlighetstest | Mekaniska mått, hårdhetstest. saltspray uthållighetstest |
Måtttabell för 337-serien självgängande gängade skär
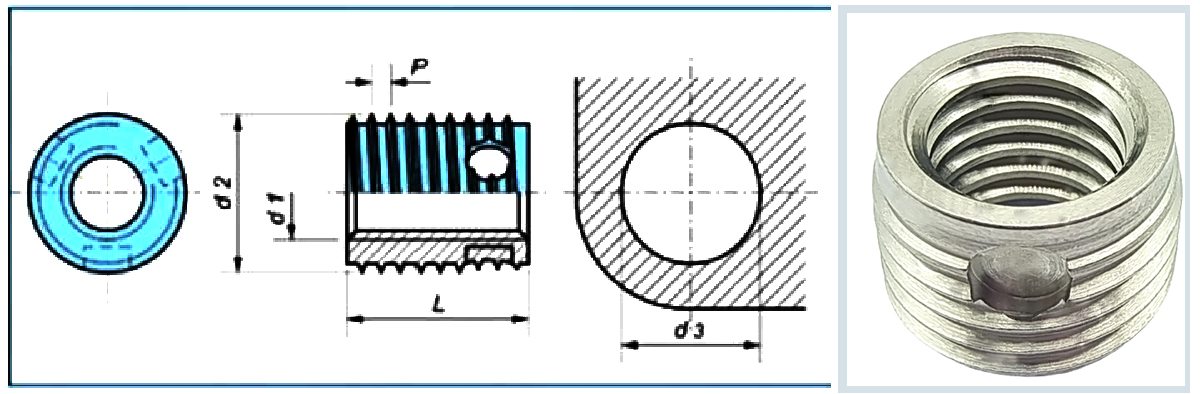
| Modellnummer | Metrisk Tråd | Extern Tråd | Total Längd | CA HÅLDIAMETER | Gruvhåls djup | |||
| d1 | d2 | P | L | Lätt legering RM C.Järn Plast | Lättmetall RM C.Järn Handplast | Lättlegering RM>350 C.Järn >200HB Mässing | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7,6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | M 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | M 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13,3 | 13,3-13,5 | 13 |
| 3380100... | 18 | tjugotvå | ||||||
| 3370120... | M 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15,2-15,4 | 15 |
| 3380120... | tjugotvå | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | tjugofyra | 28 | ||||||
| 3370160... | M 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Exempel för att hitta artikelnumret:Självgängande gängad insats FH till Works Standard 302 1 med invändig gänga A = M5 gjord av härdat, förzinkat och blåpassiverat stål: 307.000.050.110
Tolerans:ISO 2768-m
Tråd:
Invändig gänga A: enligt ISO 6H
Utvändig gänga E: enligt FH-standard
Material
| Artikel nummer. (fjärde gruppen av siffror)... ... ...110 | Artikel nummer. (fjärde gruppen av siffror)... ... ...110 |
| Höljehärdat stål, förzinkat, genomskinligt passiverat | Artikel nummer. (fjärde gruppen av siffror)... ... ...143 |
| Höljehärdat stål, förzinkat, gulkromaterat | Artikel nummer. (fjärde gruppen av siffror)... ... ...160
|
| Rostfritt stål 14301 | Artikel nummer. (fjärde gruppen av siffror)... ... ...400 |
| Rostfritt stål 14305 | Artikel nummer. (fjärde gruppen av siffror)... ... ...500 |
| Rostfritt stål 14401 | Artikel nummer. (fjärde gruppen av siffror)... ... ...600 |
| Av 3,7035 | Artikel nummer. (fjärde gruppen av siffror)... ... ...700 |
| Mässing
| Artikel nummer. (fjärde gruppen av siffror)... ... ...800
|
Produktinstallationssteg
Manuell installation:
Använd det speciella monteringsverktyget för gänginsats. Se figuren nedan för den specifika driftmetoden. Änden av verktyget i figuren är ett fyrkantigt huvud som kan kopplas ihop med en manuell skruvnyckel.
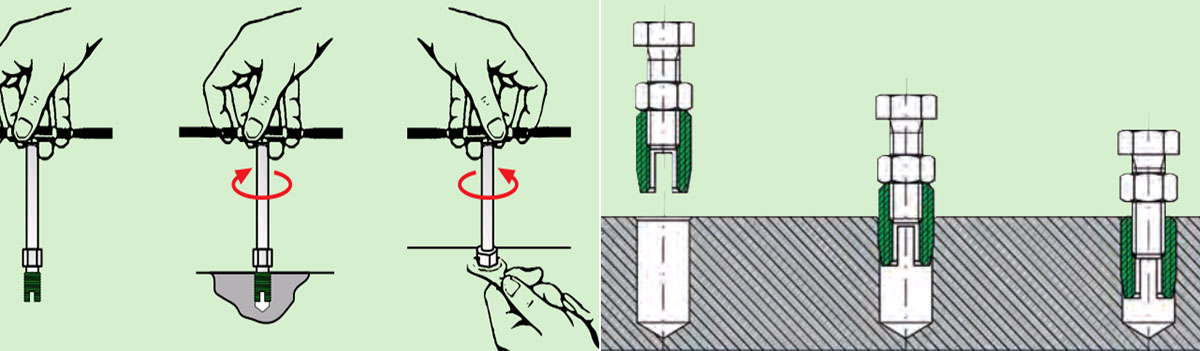
Elinstallation:
1. Placera arbetsstycket exakt så att borrning och maskiner -spindel ligger axiellt parallellt med varandra (lutar inte). Bearbeta till exakt skruvdjup justera (ca 0,1 till 0,2 mm under arbetsstyckets yta).
2. Aktivera maskinens manöverspak. När du börjar skruva in ska verktygets rotabords ytterhylsa vara i linje med vad som syns på de yttre stoppstiften så att de av dessa medurs med - tas.
3. Lägg till självgängande gänginsats i verktyget (spår eller skärhål enligt botten) och 2 till 4 varv håller länge.
4. Maskinens manöverspak fortsätt att arbeta och ta med dig verktyget. Styr självgängande gänginsats till hålet tills den självgängande gänginsatsen kommer in i borrhålet skär in. Den ytterligare vridningen sker utan matningsaktivering.
5. Slå på backen (beroende på typ och enheten konstrueras detta automatiskt med hjälp av en gränslägesbrytare eller djupmätare).
Hård landning av verktyget på arbetsstycket undvik till varje pris; annars finns risk för brott för verktyg och självgängande gänginsats. Dessutom förstörs den lekfria täta passformen av den självgängande gänginsatsen och utdragshållfastheten minskar. Skruvhastigheten kan behöva justeras till önskad hastighet. Omkopplingstiden kan justeras.