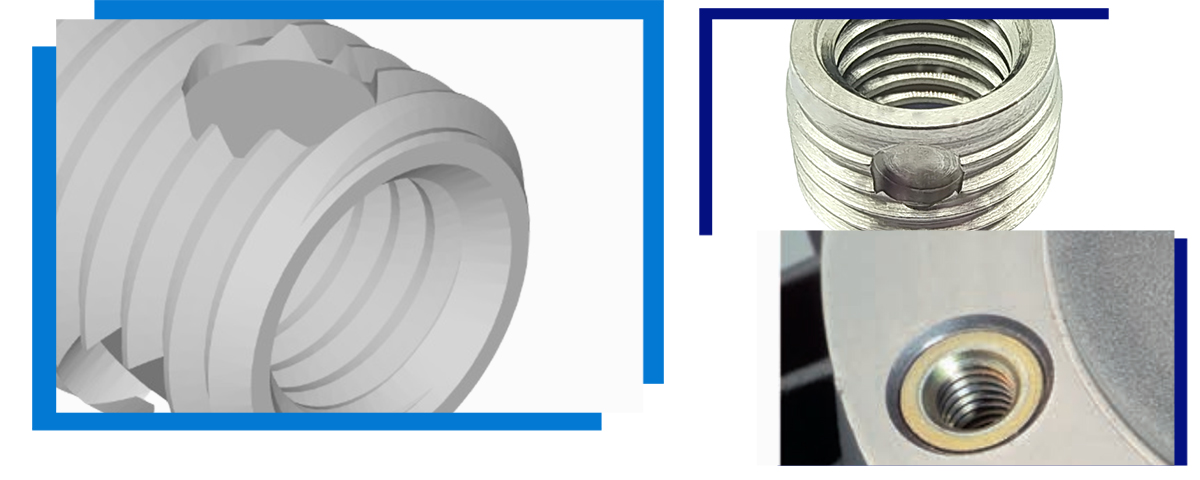
Вставка самонарізної різьби













Серія 307 Самонарізна вставка для різьблення з прорізним отвором
Вставки для глухих отворів самонарізної серії 337
Серія 337/338 спеціально розроблена для використання в ситуаціях, коли різання не може впасти в отвір, тому три ріжучі отвори є глухими. Для фланців кодова назва 337/338H. Якщо нижній кінець закритий, використовується код 357/358.
Особливості самонарізної різьбової вставки:
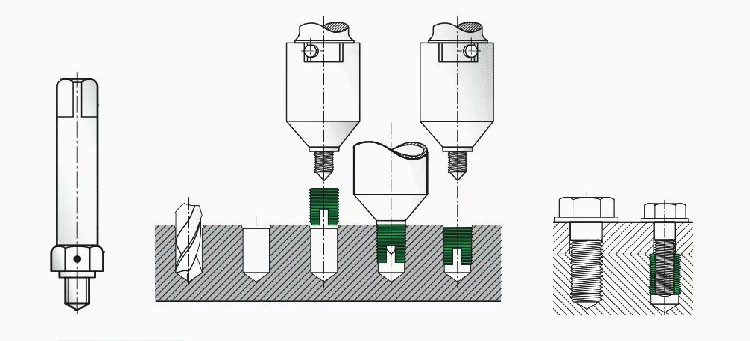
1. Вставка самонарізної різьби має можливість самонарізування та автоматичного видалення стружки, і основний матеріал не потрібно попередньо нарізати.
2. Вставка самонарізної різьби має велику поверхню контакту з готовим виробом і може витримувати сильну силу розтягування. У конструкції виробу можна використовувати матеріали низької міцності.
3. Вставка для самонарізного гвинта має ефект відновлення основної різьби зламаного зуба, і використання вставки для самонарізного гвинта з прорізами може продовжувати використовувати той самий гвинт
4. Вставка самонарізної різьби має чудову герметичність і стійкість до ударів, що може запобігти ослабленню та підвищити міцність з'єднання з основним матеріалом.
5. Встановлення самонарізної різьбової вставки є простим і швидким, вимагає лише одного монтажного інструменту, з низькою вартістю та майже без браку.
Особливості самонарізної різьбової вставки
| Назва продукту | Серія 337 Самонарізна вставка з різьбою |
| матеріал | Сталь Zn/SUS303/Індивідуальний |
| Колір поверхні | Оцинкований/Натуральний колір |
| Оцинкування: жовте/синє/кольорове | |
| Тип різьби | Metric, Inc UNC, UNF |
| Номер моделі | M3-M24/Індивідуальний |
| функція | Монтаж, різьбове з'єднання/кріплення/переобладнання |
| Тест на надійність | Механічні розміри, випробування на твердість. випробування на стійкість до соляного туману |
Таблиця розмірів самонарізних різьбових вставок серії 337
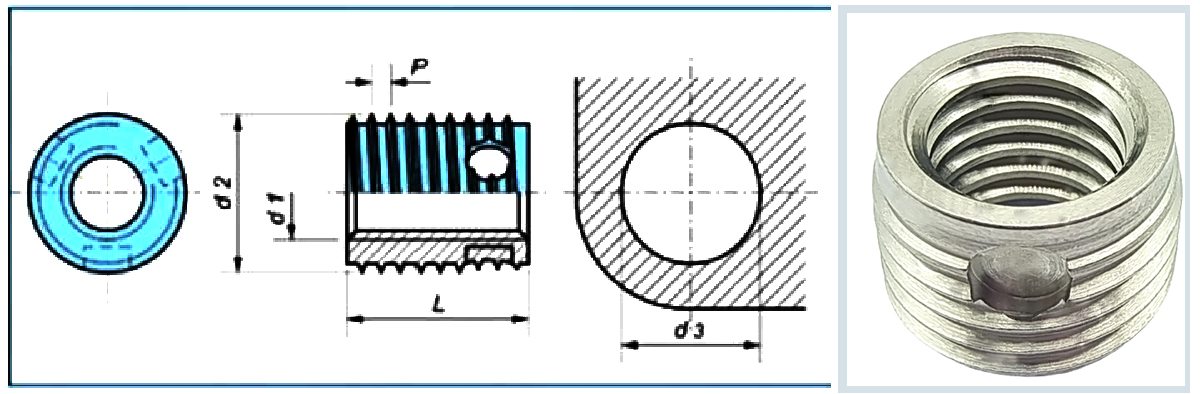
| Номер моделі | Метрика Нитка | зовнішній Нитка | Всього Довжина | ПРИБЛИЗНИЙ ДІАМЕТР ОТВОРУ | Глибина свердловини | |||
| d1 | d2 | П | Л | Легкий сплав RM C. Залізо пластик | Легкий сплав RM C. Залізо Ручна пластика | Легкий сплав RM>350 C. Залізо >200HB Латунь | ||
| 3370030... | M3 | 5 | 6 | 4 | 4,6-4,7 | 4,7-4,7 | 4,7-4,8 | 6 |
| 3380030... | 6 | 8 | ||||||
| 3370035... | M3.5 | 6 | 8 | 5 | 5,5-5,6 | 5,6-5,6 | 5,6-5,7 | 7 |
| 3380035... | 8 | 10 | ||||||
| 3370040... | M4 | 65 | 8 | 6 | 6,0-6,1 | 6,1-6,1 | 6,1-6,2 | 8 |
| 3380040... | 8 | 10 | ||||||
| 3370050... | M5 | 8 | 1 | 7 | 7,4-7,5 | 7,5-7,6 | 7,6-7,7 | 9 |
| 3380050... | 10 | 13 | ||||||
| 3370060... | M6 | 10 | 125 | 8 | 9,3-9,4 | 9,4-9,5 | 9,5-9,6 | 10 |
| 3380060... | 12 | 15 | ||||||
| 3370080... | М 8 | 12 | 15 | 9 | 11,1-11,2 | 11,2-11,3 | 11,3-11,5 | 11 |
| 3380080... | 14 | 17 | ||||||
| 3370100... | М 10 | 14 | 15 | 10 | 13,1-13,2 | 13,2-13,3 | 13,3-13,5 | 13 |
| 3380100... | 18 | двадцять два | ||||||
| 3370120... | М 12 | 16 | 175 | 12 | 15,0-15,1 | 15,1-15,2 | 15.2-15,4 | 15 |
| 3380120... | двадцять два | 26 | ||||||
| 3370140... | M14 | 18 | 2 | 14 | 17,0-17,1 | 17,1-17,2 | 17,2-17,4 | 17 |
| 3380140... | двадцять чотири | 28 | ||||||
| 3370160... | М 16 | 20 | 2 | 14 | 19,0-19,1 | 19,1-19,2 | 19,2-19,4 | 17 |
Приклад пошуку артикула:Самонарізна різьбова вставка FH відповідно до робочого стандарту 302 1 з внутрішньою різьбою A = M5 із загартованої, оцинкованої та синьо пасивованої сталі: 307.000.050.110
Толерантність:ISO 2768-m
Тема:
Внутрішня різьба A: відповідно до ISO 6H
Зовнішня різьба E: згідно стандарту FH
Матеріали
| № статті (четверта група цифр)... ... ...110 | № статті (четверта група цифр)... ... ...110 |
| Сталь загартована, оцинкована, пасивована прозоро | № статті (четверта група цифр)... ... ...143 |
| Загартована сталь, оцинкована, жовта хромована | № статті (четверта група цифр)... ... ...160
|
| Нержавіюча сталь 14301 | № статті (четверта група цифр)... ... ...400 |
| Нержавіюча сталь 14305 | № статті (четверта група цифр)... ... ...500 |
| Нержавіюча сталь 14401 | № статті (четверта група цифр)... ... ...600 |
| 3,7035 | № статті (четверта група цифр)... ... ...700 |
| Латунь
| № статті (четверта група цифр)... ... ...800
|
Етапи встановлення продукту
Встановлення вручну:
Використовуйте спеціальний інструмент для встановлення різьбових вставок. Зверніться до малюнку нижче для конкретного методу роботи. Кінець інструмента на малюнку — це чотирикутна головка, яку можна з’єднати за допомогою ручного різьбового ключа.
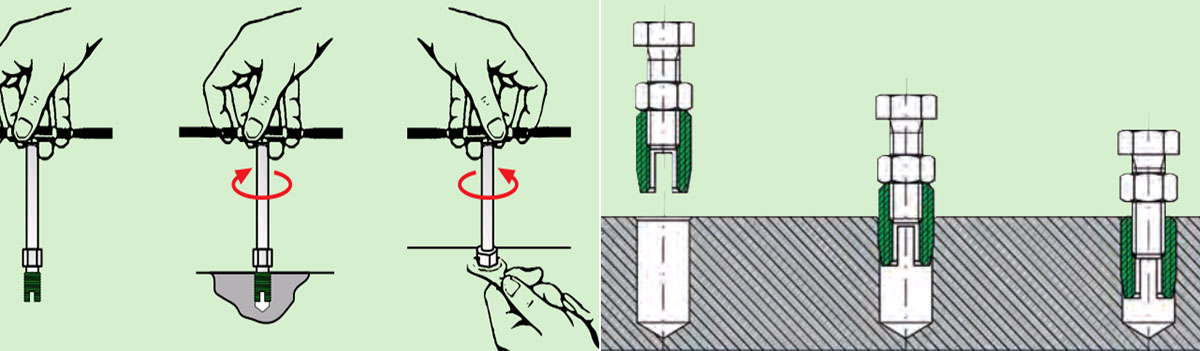
Електричний монтаж:
1. Розташуйте деталь точно, щоб свердління та шпиндель верстата лежали аксіально паралельно один одному (не нахиляйте). Верстат відрегулюйте на точну глибину загвинчування (приблизно 0,1-0,2 мм під поверхнею деталі).
2. Увімкніть важіль керування машиною. Коли ви починаєте загвинчувати, зовнішня втулка поворотного столу інструмента повинна бути на одній лінії з тим, що видно на зовнішніх стопорних штифтах, щоб вони були взяті за годинниковою стрілкою з -.
3. Додайте самонарізну різьбову вставку до інструменту (проріз або ріжучий отвір відповідно до нижньої частини) і тримайте 2-4 оберти протягом тривалого часу.
4. Важіль керування машиною продовжуйте працювати та візьміть із собою інструмент. Проведіть самонарізну різьбову вставку до отвору, доки самонарізна різьбова вставка не потрапить у отвір. Подальше обертання відбувається без активації подачі.
5. Увімкніть реверс (залежно від типу та пристрою, це автоматично за допомогою кінцевого вимикача або глибиноміру).
Будь-якою ціною уникайте жорсткого приземлення інструменту на заготовку; інакше існує ризик поломки інструментів і самонарізної вставки. Крім того, щільне прилягання самонарізної різьбової вставки без люфту руйнується, і міцність висмикування знижується. Швидкість загвинчування може знадобитися відрегулювати до необхідної швидкості Час перемикання можна відрегулювати.